Gears Look to the Future for Material

This file type includes high resolution graphics and schematics when applicable.
Gears are a common component of modern machinery, found in gearheads, watches, motors, furnaces, and automation equipment. Due to the ease of manufacturing and the variety of alloys available, metal alloys are the most common material used for gears. However, alternatives are available: ceramic and metal injection molding offer higher strengths and other properties that make them desirable.
Metal Alloys and Gear Design
The material used for gears depends on the strength and service conditions. Examples of service conditions are wear and noise. Cast iron is a common gear material due to its good wearing properties, machinability, and the ease of producing complicated shapes via metal casting. Worm gears tend to use phosphor bronze because of the material’s wear resistance ability. Carbon or alloy steels are commonly used due to their high strength values. These steels are heat-treated in order to achieve the appropriate combination of toughness and tooth hardness.
And hardness is an important factor in gear design: The higher the hardness of the material, the more that the size and the weight of the gear used can be reduced. For example, let us compare two gear sets where the first set has a Brinell Hardness Number (BHN) of 2,000 N/mm2 and the second set has a BHN of 6,000 N/mm2. Due to higher hardness found in the second set, the gear set is smaller and has a more compact design. The weight of the second set is only 1/8 of the first set while still delivering the same power.
Higher hardness also indicates surface durability or wear strength. The higher surface durability, the greater ability it has to resist tooth surface failure, or “pitting”—e.g., a fatigue caused by contact stress. Surface durability is a function of compressive strength with directionally proportional to hardness. Surface hardening is commonly achieved by case-hardening processes: producing a hard case on the gear surface, but leaving the core soft. This is done, opposed to through hardening, because increased hardness can result in more brittle material.
Some examples of hardness values are for cast iron grade 35 has a BHN of 300 N/mm2 minimum. Phosphor bronze centrifugal cast has a BHN of 90 N/mm2. AISI 9310 is a case-hardened steel alloy at 300°F used for aerospace gears that experience high loads and operate at high pitch line velocities. The BHN value for AISI 9310 is 250 to 350 N/mm2.
Ceramic and Metal Injection Gears
When choosing an alternative material for gears, ceramic and metal injected materials have become popular choices. The simple reason why is that for small-size applications that need to be highly wear-resistant, ceramics and metal injection pieces can be manufactured in large batches and are easier to produce than typical steel alloys.

Both materials are created via the injection molding process. Ceramic and metal powders are prepared as feedstock. Zirconia Oxide (ZrO2) is a common ceramic used for the injection process. For metal powders, the user can prepare their desired alloy composition blend. An example blend is the 316L composition of iron, copper, nickel, and molybdenum (FeCr19Ni9Mo2), which is used for its combined strength and corrosion resistance. Aluminum oxide (AlO2) is another common metal powder.
Wax and polymer binding additives are heated with ceramic and metal powder. Once cooled, they are processed into granular pellets for the feedstock. The powder is then processed on injection molding machines. The injection molded parts are called green compacts. Once out of the machine, the green compacts are then debindered. Debindering extracts the binding material from the green compact.
The next step involves the parts being placed in a furnace for sintering. Sintering heats the compacts to elevated temperatures to complete the alloying and forming of metallurgical bonds. Shrinkage occurs during sintering and, depending on the material, shrinkage of up to 30% can occur. Sintering temperatures are approximately 1,300°C for metal injection molding (MIM) to 1,500°C for ceramic injection molding (CIM). Reworking of the parts may be needed to achieve the desired shape. Classic metalworking processes are used and diamond tools are used on ceramic components.
Ceramics: Advantages and Disadvantages
Ceramics excel in applications where metal alloys would traditionally fail—e.g., conditions that require non-magnetic parts such as vacuum or medical applications. Wear optimization is another condition in which ceramics are ideal. Metal alloys tend to break down (galling) during wear. The hardness of zirconia is 1,200 Vickers (HV) or larger. Converting this to BHN provides a hardness of 1140 N/mm2. The bending strength of zirconia is greater than 800 N/mm2 and the heat expansion coefficient is 10 x10-6 °C-1.
Zirconia is wear- and heat-resistant compared to alloy steels. In comparison, the heat expansion coefficient of steel alloys range between 11 to 13 x 10-6 °C-1. The lower value is the less likely it is to expand. Ceramics are also non-magnetic and bio-compatible. This makes them well-suited for biotech and vacuum environments. Ceramics are well-insulated against electricity along with heat and have anti-friction properties.
Unfortunately, ceramics suffer from low fracture toughness, with a typical value of less than 1 MPa*m1/2. Their high melting points create some complications when they are being casted. The final shaping process of ceramics is also expensive. Due to the use of diamond tools, if any finishing work is required, ceramics can rise in cost. The size of the ceramic parts also factors in cost. Ceramics work best when the parts are small and in mass quantities. Large parts or a short run of parts do not offset the manufacturing costs.
Metal Injection Molding: Advantages and Disadvantages
MIM technology can create massive steel parts with complex shapes. Complex features such as threads and fins can be produced, often without the need for secondary machining processes. The molding process produces high surface quality parts which require little to no reworking. The material characteristics are very similar to cast or rolled steel. The density of MIM parts for example are 96 to 98% of comparable steel parts. Surgical stainless steel is one of the most widely used MIM alloys, for example.

The 17-4 PH composition (AISI 630) consists of iron with 17% chromium, 4% nickel, 4% copper, and low contents of manganese, silicon, and niobium (or tantalum). After sintering and heat treatment to H1025, the yield strength ranges from 965 MPa to 1,040 MPa. MIM parts are corrosion-resistant compared to metal alloys. A MIM part has the ability to replace an entire assembly helping reduce the amount of components required. For example, a compound gear set for a valve drive can be used instead of using pressed or welded connections.
MIM suffer from similar disadvantages to ceramics. Fracture toughness is some cases can be low depending on the material. For example, V-notched impact tests showed that 17-4 PH has only 15% of the fracture energy of a wrought material. The parts manufactured are typically small (10 mm to 15 mm) and large in quantity. The cost is too high for large parts and small batches. The multi-stepped process of MIM can also lead to expensive processing cost. The initial and material costs are usually high, as well. The added benefit, however, is that any unused material can be recycled for future use, resulting in 100% material usage.
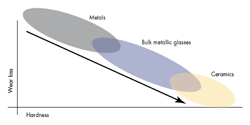
Metallic Glass as a Future Replacement
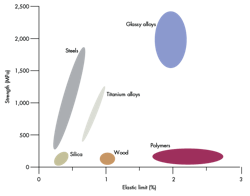
The future of alternative gear materials could lie with the creation of bulk metallic glass (BMG). BMG is a designed compound that can have the combined mechanical properties of ceramics and crystalline metals. Similar to ceramics, BMG has high strength and is resistant to wear, but has lower melting temperatures. Lower temperatures will help in the manufacturing of parts—areas where ceramics and MIM tend to have a high initial cost. Its non-crystalline amorphous structure allows it be as strong as steel, yet as malleable as plastic. BMG is also resistant to corrosion and has a potential for high fracture toughness.
The problem that plagues metals, ceramics, and MIM parts is their brittleness, with a poor resistance to fatigue. However, in the case of BMG, the shear band plasticity that results in a crack profile helps increase the resistance to fatigue. In BMG materials, shear bands form easily producing cracks that interlock like gear teeth. These teeth help limit the opening and closing of cracks. High bulk-to-shear stiffness ratio found in BMG counteracts the brittleness of glassy materials, because the energy needed to form shear bands is lower than the energy needed to turn them into cracks in the material.
According to Robert Ritchie, a materials scientist from Berkley Lab’s Materials Sciences Division, “The effect of multiple shear-banding is multifold. The formation of shear bands leads to extensive crack-tip blunting, which leads to intrinsic toughening, whereas the resulting crack deflections and closures lead to crack-tip shielding, which leads to extrinsic toughening.”
Richie and William Johnson, a professor from the California Institute of Technology, have a joint study researching the fabrication of bulk metallic glass. In an interview conducted by Nature Materials, Johnson goes on to describe the future benefits and current obstacles of BMG production. Currently, the high heating and rapid cooling required to produce BMG is an issue. Die-casting BMG requires a hot liquid of over 1,000°C to then be rapidly cool to the glass transition temperature.
Annealing-induced embrittlement, which is closely followed by glass crystallization, is a reoccurring problem in metallic glass production, as it hinders consistent and uniform fabrication. The high-purity materials required, such as pure zirconia, drive the cost of BMG production.
The future of BMG production will rely on using alternate raw materials like ferrous metals (iron, nickel, and chromium) to create metallic glass and being able to use supercool deformation instead of die-cast. In the supercooled temperature region, metallic glass acts like a thermoplastic and is easier to manipulate.
This file type includes high resolution graphics and schematics when applicable.
