
This file type includes high resolution graphics and schematics when applicable.
The latest advanced materials could open up a wealth of new opportunities across multiple technical fields. For instance, they seem like a perfect match with 3D printing. Before taking that plunge, though, one must weight a host of variables.
As companies look toward 3D printing for testing and production parts, many traditional additive-manufacturing (AM) materials lack temperature and strength properties demanded by a particular application. There are also inherent positive and negatives when designing with materials used with specific AM processes.
Nonetheless, the new materials entering the market are expanding how people think about 3D printing. This article presents some of those materials and their properties, and discusses their ability to work with 3D-printing methods.
Photopolymers
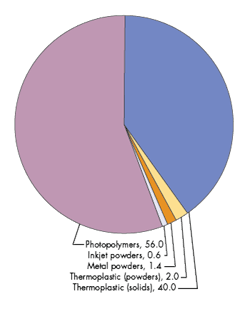
With new processes like digital light projection, and recently, Carbon 3D’s way of processing parts at greater speeds, photosensitive polymers may quickly gain more popularity. In 2013 they were already over half the 3D printing material’s market. Photosensitive polymers are liquid plastics that solidify in ultraviolet (UV) light. Often used in stereolithography (SLA) and jetting processes, the materials are generally good for form, fit, feel, and looks.
Being activated by UV light can make it difficult to clean spills, though. At $60 to $100 per liter, those spills can also be rather expensive. Using this process in the shop or office should have its own space, and have nonabsorbent, easy-to-clean surfaces. Photosensitive materials are not recommended for constant loading, high loads, or high-temperature applications.
Mike Littrell, president of Cideas, says, “When 3D printing with SLA materials we tend to notice an increase in one property, such as impact strength, while sacrificing another, such as, flexibility or heat deflection.” Engineers have to match the desired properties and applications to the material, and then dictate what processes are able to be used with the needed material—not the other way around.
“Photosensitive polymer materials are not as stable, long term, as some materials used in other additive-manufacturing processes,” says Kenneth Pawlak, mechanical engineer manager for Natus Medical Inc. “Some materials in an SLA process may creep over time, causing problems for applications, such as applications involving making parts for jigs and fixtures. Overall, the stronger the materials, the fewer limitations we tend to find.”
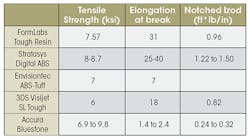
Some advanced materials have been used for long-term applications, such as stable nano-composites. For example, Accura Bluestone, a photosensitive polymer with tensile strength up to 9.8 ksi, has been used for applications including jigs, fixtures, and wind-tunnel testing. However, as materials become stronger, they also have a tendency to become more brittle. Accura Bluestone has notched impact strength of 0.24-0.32 ft-lb/in. Other SLA resins may offer half of Accura’s tensile strength, but feature double or triple the impact strength.
Recently, Formlabs released Tough Resin, a photosensitive resin that’s stronger and more responsive than traditional photosensitive materials. Other comparable polymers in the market include Stratasys Digital ABS (acrylonitrile butadiene styrene), Envisiontec ABS-tuff, and 3DS Visijet SL Tough. Though these resins may present higher performance for strength in a vat process, creep can still be a problem. Constant loading and high-temperature applications are still not recommended for these high-performing resins.
Overall, such materials should foster a wealth of new, pragmatic applications. For example, Digital ABS has been used to make short-run injection molds. Beyond short runs, it’s great to make parts for form, function, and testing before investing in tooling for more expensive molds. Other applications include cyclic loading and machining.
Higher temperatures, slower print times, or changing of wavelength may be necessary when processing some advanced materials. For the SLA process, however, most machines use high-end solid-state lasers, which should have no problem processing these higher-performing materials.
High performing can also mean higher prices. At $175/L, the new Tough Resin’s cost may hinder its use (non-advanced photosensitive resins can cost around $60-$100 per liter). In a top-feed SLA process, the vat must be full to process a part. For example, a build space measuring 10x10x10 in. will need $2,900 of material to fill the basin plus the resin necessary to build the part. Such cost should be considered carefully, especially since that cost increases in line with the photosensitive resin’s performance.
Powders
Powders are often used in powder-bed, powder-jetting, or cladding processes. For those looking to print finished parts that exhibit higher strengths and handle higher temperatures, 3D-printing powder materials may be a solution.
“Today, metal powder-bed fusion has reached a fair level of stability in a range of common materials,” says Spencer Wright, strategy director at Undercurrent. “With metals like tool steel, cobalt chrome, and titanium 6/4, the effect of variations in build parameters are reasonably well understood, and designers can, generally, expect to be able to develop new products on a predictable timeline.”
While advanced materials continue to expand 3D printing’s capabilities, older, familiar materials like powdered metals have a lot of value in additive manufacturing. Some service bureaus use nylon for parts and testing because it’s a durable and economic polymer. For 3D printing, nylon is called an industrial polymer, and commonly used in a selective-laser-sintering (SLS) process. Synergeering Group’s account manager Lindsay Lewis said says, “Glass fill (GF) nylon mimics injection molded parts, in some ways, and we go a step futher with a special post infiltration process to gain properties SLS parts cannot meet, such as, being air tight and impervious to harsh chemicals that makes GF nylon and the SLS process a popular pairing.
Adding aggregate, such as GF, improves nylon’s material properties, but does not classify it as an advanced, or new, material. GF can improve strength, tolerance, water absorption, and dimensional accuracy in processing.
However, one SLS material that can be considered “advanced” is Windform XT. The polyamide-based material with carbon fill provides a tensile strength up to 12.2 ksi. Like most advanced materials, its cost is high compared to traditional powders. There are different blends and grades, but a minimum order typically ranges from $7,500 to $14,000 and beyond. The main drawback is that the powder can’t be recycled or blended with used material. With that price tag, it’s no surprise that applications include race cars and satellites, where performance is more important than cost.
Wright adds, “For applications requiring highly specialized material properties, engineers will often turn to materials that are more rare and/or difficult to work with. For instance, aerospace engineers might have reasons to develop parts with complex geometries that will be used at extreme temperatures and be put under huge loads. Intermetallic compounds, composites, or co-polymers might be a good fit.”
Flexible Materials
Strength isn’t everything. Increasing the flexibility of a property may help decrease stress concentrations amplified by rigid materials. Otherwise, rigid materials can become brittle and reduce impact strengths.
NinjaFlex, for instance, is a strong, flexible polymer that started off in urethane belts for drive systems. This material was then moved into 3D printing, and branded an advanced material. This extruded urethane filament, which is used in a fused filament fabrication (FFF) process, offers an elongation of 500% with an ultimate elongation of about 1000%.
Being this flexible can present problems in processing, as pointed out by Andrew Besancon, NinjaFlex business development manager, “The space inside a head of the printer allows the material to flex, so it becomes a little like trying to push a rope.”
Fortunately, Harris Kenny, marketing manager for Aleph Objects, maker of the LulzBot printer, told me, “We make a nozzle just for these ductile materials that can increase tolerances and ease of use when using advance materials such as NinjaFlex.”
Even with accessories for 3D printers to better process advanced materials, the trend is toward higher processing temperatures and slower speeds. NinjaFlex, for example, will print at about half the speed of a normal FFF material, running at about 30 mm/sec compared to about 60-70 mm/sec with a normal polymer. Nonetheless, material companies are thriving.
“We are only able to achieve this level of success because we are part of a large company that gives us the ability to produce massive quantities of a quality product,” says Besancon. “It would be very difficult for a small startup to have the capital for the kind of testing and production necessary to break into the market.”


Another product garnering lots of attention is Stratasys’ Ultem. The polyetherimide has a tensile strength of about 16.5 ksi and a glass transition temperature of 422ËF; a typical ABS maintains about 5 to 6 ksi and 221ËF, respectively.
Ultem’s applications are wide-ranging, even venturing into more abstract areas like the Polar—a low-temperature freezer on the International Space Station (ISS) that’s used primarily to transport test samples to and from ISS. Multiple pieces of the interior shell and the cold temperatures required by the freezer made many materials, and processes, inefficient. Thus, engineers turned to Stratasys’ ULTEM 9085 with a FFF, which simplified the construction of the product by printing the inner shell in one piece. Machined polyether ether ketone (PEEK), a semi-crystalline phthalonitrile, was another material considered for this project. This can be difficult to 3D-print, and machining it yielded a less effective product. When designing with high-end materials in high-end applications, even a little change can make a major difference.

That didn’t stop the Naval Research Laboratory (NRL) from continuing their researching around PEEK, though, such as studying PEEK-like phthalonitrile resin compositions. Teddy Keller, section head of Advanced Materials for the NRL, says, “When considering new materials, you first think of cost, then how it can be processed. Finally, you find a way to process it with what you have available. Properties, such as viscosity, can sometimes be altered to help improve the window a material can be processed.”
The process has captured the attention of researchers and the engineers applying these advanced materials within additive manufacturing. In fact, INDMATEC released a PEEK filament capable of being used in a FFF process. Able to withstand temperatures higher than 482°F, a 200g spool of the 1.75-mm filament goes for over $150. When considering the customization and minimum waste offered by 3D printing, it can be easy to see why companies are willing to work with these new materials, and why other companies keep producing them. This new filament is new, so positives and negatives of applications and processing have yet to be shown in the field.
Graphene has been another industry buzzword, and in the last year made it’s made its way into 3D printing. For example, Graphene 3D Labs is producing printable FFF filament, demonstrating a custom 3D-printed graphene battery that mimics the properties of an AA alkaline battery.
Over the last few years, Graphene 3D Labs has been producing and refining the graphene filament—called Black Magic 3D—so that it’s conductive, strong, and can be blended with many other materials for a wide array of properties. The company already has several materials on its website, and plans to produce three new materials in 2015 alone. This filament represents the growing popularity to print with multiple materials; especially conductive materials.
Advanced materials, developed to be conductive, are being used in an FFF process to print electric circuits. Moreover, some conductive inks have been used to 3D-print fully assembled products. Along those lines, Voxel8 printed a fully functioning mini-quadcopter, in a single print, with its FFF machine.
Make Informed Decisions
To get a working knowledge of the myriad materials and processes out there, it helps to reach out to experts such as service bureaus. For example, in addition to typical stress concentrations, the 3D-printing process itself may cause further issues. “For many form and function models, orientation doesn’t matter. But anywhere that mechanical properties matter, orientation has to be considered,” says Scott DeFelice, CEO of Oxford Performing Materials Inc.
Some advanced materials need to be processed at higher temperatures. This can lead to layer bonding problems that can greatly affect a part’s performance. Fatigue failure is another big concern for layered parts. The layers can also exhibit different axial strengths and are normally stronger perpendicular to the layers. DeFelice says, “When designing for 3D printing, establish the weakest plain of the material and design to that.”
This file type includes high resolution graphics and schematics when applicable.
It can take scientists 15 to 20 years to develop a new molecule for these high-performance materials. Most of that time is spent testing. “No one is going to design a new molecule, look at the properties, and use it on a plane,” says DeFelice. There is extensive testing that goes into these materials before they are used in order to gain confidence… even for a familiar molecule being used in a new formula, I couldn’t see it entering the market in under five years if you are going to put it through the type of testing necessary for these high-end applications.”
Ultimately, you must be educated. Reading a material’s property sheet is not going to answer all of your design questions. At this stage, collaboration becomes a necessity.
About the Author
Jeff Kerns
Technology Editor
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: