Electropolishing: The Best Path to Passive Parts?

Download the article as a PDF.
Many stainless-steel automotive parts must undergo passivation to ensure they are adequately corrosion-resistant and not prone to early failure, two factors critical for performance and a long operational life. If the passivation process is performed incorrectly, parts may become more susceptible to corrosion rather than less. This makes it imperative that the right passivation process is used in treating specific alloys. But how do you know if your stainless-steel parts are passive, a requirement automakers put on suppliers, and will stand up to industry standards and requirements?

Electropolishing, also known as “reverse plating,” uses electrochemical means to remove impurities and surface imperfections to leave surfaces passivated, which means they are highly resistant to corrosion.
The Passivation Process
Standard passivation uses nitric or citric acid to clean parts and removes any remaining free iron and other foreign matter on stainless-steel parts. Removing contaminants gives oxygen access to the surface so it can form a protective passive film. The passive film, also referred to as passivation, acts as barrier to resist corrosion. Unfortunately, passivation alone does not guarantee parts will meet standards imposed by regulatory bodies.
One reason passivation might not be fully successful is that the acid bath does not always completely clean the parts and it is incompatible with certain stainless-steel alloys. A chemical bath incompatible with the alloy can lead to flash attack, a condition that leaves parts etched and rough, and can lead to intergranular attack that decreases part performance and longevity. And although passivation removes free iron left on parts, it cannot remove free iron embedded in the metal’s pores.
A Better Way
For auto parts, passivation is simply not enough to ensure parts will resist corrosion. Metallurgical evaluation of stainless-steel alloys used in manufacturing is critical, but the finishing technique used on the part to ensure the part is passive is also important.
Electropolishing, often referred to as “reverse plating,” is electrochemical in nature and was developed in the 1950s. It combines rectified current and a blended chemical electrolyte bath to remove flaws from the surface of metal parts. It can improve the finish of just about any part but can be most beneficial for parts that have complex geometries, are small in size, or are fragile.
Electropolishing is best known for the bright polish finish it creates, but there are some important, often overlooked, benefits of this metal finishing method. These benefits include deburring, size control, microfinish improvement, ultraclean finishing, and improved corrosion resistance. These improvements are highly desirable to design and production engineers for cost savings and improvements in product lifespan.
Moreover, because electrolyte baths can be customized to particular alloys and parts being processed, they can be used to treat parts made from nearly any alloy.
The typical electropolishing installation is similar to a plating line. A power source converts ac current to dc at low voltages. A rubber-lined tank, usually fabricated from steel, holds the chemical bath.
A series of copper or stainless-steel cathode plates are lowered into the bath and installed to the negative side of the power source. A part or group of parts is fixed to a rack made of titanium, copper, or bronze. That rack is then fixed to the positive side of the power source. The metal parts are then charged positive (anodic) and immersed in the chemical bath. When current is applied, the electrolyte acts as a conductor to remove metal ions from the parts. While the ions are drawn toward the cathode, the electrolyte maintains the dissolved metals in solution. Gassing in the form of oxygen occurs at the metal surface, enhancing the cleaning process.

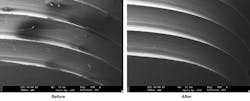
An automotive stamping looks dirty and dull right after it is produced (left). After being electropolished (right) it is bright as chrome, clean, and is corrosion-resistant enough for automakers who are notoriously finicky about the corrosion resistance of parts from suppliers.
Once the process is completed, parts are run through a series of rinsing and drying steps to remove any clinging electrolyte. The resulting surface is ultraclean and bright. In fact, the bright surface is the most identifiable trait and is what helped give electropolishing its name.
Although electropolishing provides outstanding results in many scenarios, the process may not be suited for all situations. In some instances, parts require preliminary finishing to ensure optimal result. It is recommended that a sample part is tested to assess the results of electropolishing.
Electropolishing provides a high level of corrosion resistance on all types of stainless-steel alloys. Many manufacturers have learned that the hard way when parts failed passivation testing. Now many rely on electropolishing, a better passivation method that outperforms chemical passivation in corrosion testing. It also offers finishing benefits other processes don’t.
Electropolishing leaves parts ultraclean and removes embedded contaminants that lead to corrosion, a task standard chemical passivation cannot achieve. Electropolishing also works on all stainless alloys and parts that have been welded or brazed are not suited for passivation. Electropolishing leaves parts capable of passing salt spray or humidity testing, and creates a smooth surface that is far more effective at protecting against premature failure.
Benefits of Electropolishing
Electropolishing provides a wide scope of benefits for parts, including those for cars and trucks:
• It increases a part’s operational life by removing fissures and cracks from the surface, thus eliminating initiation sites where corrosion takes place. In addition, by eliminating surface anomalies, parts designed to flex, cycle, twist, and bend will last longer. Electropolishing also gets rid of embedded contaminants, leaving a highly-resistant surface.
• It creates an ultraclean surface. Electropolishing leaves parts free from surface contamination, including dirt, grease, and free iron that get transferred from contact with carbon steel tooling during the manufacturing process. Parts look bright and clean, with shiny, chrome-like surface finishes. With the standard material removal of .0005 in. from the surface of the part, the process is effective in reducing the coefficient of friction, a significant point in improving part performance.
• It removes microburrs. Microburrs left from manufacturing processes create multiple problems for automotive manufacturers. First of all, it can be detrimental to the operation of a vehicle if parts used in fuel lines, transmissions, and brake lines have microburrs. It is critical that all burrs and flecks of metal are removed in components used in these systems prior to assembly to avoid potentially serious malfunctions while driving. In addition, burrs left on stamped or machined parts can affect the designed fit and function of a component and lead to premature failure. Electropolishing is a natural deburring process because high points on a part are high current-density areas. This means burrs and edges are attacked more aggressively than flat areas.
Threads can have burrs and imperfections after being created (left). Electropolished threads (right) are clean and have lower coefficient of friction.
When trying to remove burrs, the width of the burr is more critical than the height and will ultimately determine how much material removal is necessary. In many cases, due to the large size of a burr (or displaced metal), electropolishing is best used after a conventional deburring operation.
• It improves microfinish. Electropolishing dissolves metal ions from high points on surfaces, which is effectively a surface-leveling effect. To achieve these results and up to 50% improvement in the Ra finish, it is suggested that 0.0005 in. per surface (.001 in. total from thickness or diameter) be removed.
Electropolishing also reduces galling on threaded parts, improving sealing and prolonging the life of parts in constant motion by reducing friction.
Imperfections are eliminated or greatly reduced without the surface damage seen in mass finishing processes such as tumbling or vibrafinishing. Because parts are racked and not bulked during electropolishing, it works on parts that are fragile and would distort easily in a mass finishing process.
• It improves corrosion resistance. A key element in the design of automotive parts is corrosion resistance. Specifying electropolishing for stainless-steel parts leaves them with chromium-rich passive surfaces highly resistant to corrosion.
Parts made from 400 series stainless steel are particularly susceptible to corrosion due to the lower chrome content and lack of nickel. In many cases, engineers choose martensitic 400 series materials for their hardness and strength and then have to compromise on corrosion resistance. Electropolishing lets designers use these materials and still offer protection from the elements.
Because parts are totally submersed in the bath during electropolishing, it effectively treats harder-to-reach, tiny surfaces on complex components.
• It brings oversized parts into tolerance. In the auto parts industry, fit and function are imperative. Due to cost and lead-time for special sized material, it may be necessary to purchase standard stock items. If so, the material may be thicker than needed, especially when dealing with high tolerance stampings or blankings. But, if you order materials that are slightly thicker, electropolishing can shrink the finished parts to the proper size. In addition, electropolishing may be able to salvage parts that have been machined oversized or have grown during heat-treating.
• It leaves a bright, decorative finish. Although much of the focus for electropolishing is to improve fit and function, the decorative finish it creates is a nice added benefit. The shiny, chrome-like appearance left by electropolishing creates a uniform surface finish that will not crack or peel as with parts that are plated or coated. For a bright, smooth, uniform finish on stainless steel parts, electropolishing is good affordable option.
To see if electropolishing is a good fit for your parts, contact a reputable electropolishing house and submit samples for evaluation. Be sure to have parts processed with various finish qualities, giving you the opportunity to experiment with varying material removal and rack locations. Every part is unique and the processing parameters need to be part specific based on your finish requirements.
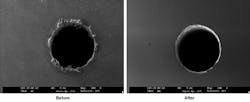
EDM holes can be rough (left), but electropolishing cleans them up and smooths out the rough edges (right).
Testing Parts’ Passivity
There are various tests listed in commonly used specifications, such as ASTM A967, that verify part’s passivity. These tests include:
Salt spray test: The most common corrosion-resistance test involves placing parts in an enclosure in which saltwater is applied with pressurized air and spray. This creates a highly corrosive environment in which to test steel alloy’s corrosive qualities and assess the expected durability of finishes. Parts are exposed to the 5% salt solution for two to 96 hours, depending on where the part will be used. Once the test is complete, the part’s surface is examined for signs of rust. The automotive industry often uses this test due to the ever-increasing road salt cars and trucks come in contact with.
Humidity test: This test (called accelerated stress testing, AST), exposes parts to various climatic changes that are automatically cycled to mimic the changing temperatures and humidities found in the world. Exposure times can be 24 hours or more. This test reveals the predicted operational life of a part and is critical in determining the proper alloy for each application. Choosing the wrong stainless steel could lead to premature failures and catastrophic results in vehicles.
Copper sulfate test: This test detects any iron and iron oxide left on a part after the passivation process. On parts with iron remaining, a copper film forms, indicating a poorly passivated surface and an unacceptable part prone to corrosion and early failure.
Potassium ferricyanide-nitric acid test: This test (also called the (Ferroxyl test) is another way to identify free iron on parts made of austenitic stainless steel. If the surface is contaminated with iron, it reacts with the potassium ferricyanide to form a blue color, indicating the surface does not have the correct passive layer to perform as required.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: