Microalloying Strengthens Steel

Microalloying—the art of adding incredibly small amounts of alloying elements (0.15% or less) to steel, and getting a big change—began in the late 1970s. It created a new category of forging steels positioned in cost and performance midway between carbon steels and the alloy grades. It started with sheet steel and quickly moved on to include bar stock. With bar stock, the technique eliminated the need for heat treating after parts are forged. Microalloyed steels have been used since then in autos, construction hardware, and many other applications.
The Process
Microalloying creates new properties and characteristics through controlled chemistry in basic steelmaking. Most modified grades contain less than 0.5% of the added elements, and sometimes as little as 0.03%. The most commonly used microalloying elements are niobium (Nb) and vanadium (V). Silicon is sometimes used in higher carbon steels, and nitrogen can be added to some grades to a level higher than that found in steel to increase strength, particularly in combination with vanadium.
Microalloying affects steel‘s microstructure in three ways:
- During heating of the steel, the recrystallization of austenite is slowed by the added element. This increases the steel’s strength because the transformed grain size is significantly finer.
- Niobium and vanadium are strong carbonitride formers. Therefore the wrought product is also strengthened as a result of carbonitride precipitation.
- In some cases, the grain-refining effects makes the steel more impact-resistant. In other cases, machinability improves because the perlite colonies tend to be smaller and the perlite lamellae are refined.
Although boron sometimes get added to steel in small amounts (as little as 0.01 lb per ton), it is not considered a microalloying additive. Boron increases the hardenability of carbon and low-alloy steels at a lower cost than is possible with alloying elements in the alloy grade. And boron does not reduce grain sizes like microalloying additives.
The rapidly growing use of microalloy forging has been encouraged by the introduction of a comprehensive ASTM specification, A-909 Standard Specification for Steel Forgings, Microalloy, for General Industrial Use. This specification includes compositions for at least four strength and hardness levels. The specification should make it easier for designers to select the proper combination of steel composition, processing, and properties for microalloyed forgings.
Cost, of course, depends on how much of the microalloying elements are needed to do a specific job. In some cases, there may be no extra charges; in others, the additions may increase the cost by up to $100 per ton or more.
Hot-Rolled Bar
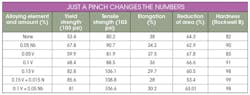
Engineers have significant flexibility in combining base steel composition and microalloying additives to provide a specific group of properties in end products. The goal is to select additives that provide the maximum strength while maintaining a minimum level of carbon, thus optimizing weldability, machinability, and formability at a given strength. For example, a hot-rolled bar in a plain carbon-steel grade, AISI 1022, has a yield strength of 42,600 psi, an ultimate strength of 62,500 psi, and an RB hardness of 70. Adding 0.1% vanadium and 0.05% niobium to the same grade increased yield strength to 63,000 psi, ultimate tensile strength to 76,5000 psi, and hardness to 84.
A good base chemistry for many forging applications is AISA 1522, a higher-manganese carbon grade. A 5/8-in. diameter hot-rolled bar of this standard grade has a yield strength of 53,000 psi, an ultimate yield strength of 80,000 psi, and a hardness of 82. Adding the same amounts of vanadium and niobium raises the yield strength to 81,000 psi, the ultimate yield strength to 81,000 psi, and hardness to 92.
The general rule of thumb for these two grades: yield strength rises slightly less than 1,000 psi for each 0.01% of vanadium added, up to about 0.15%. The addition of 0.05% of niobium or 0.015% nitrogen adds 10,000 psi above that produced by vanadium.
It is important to keep in mind how the properties of a modified hot-rolled bar interact with subsequent processing. In general, a forged part made from microalloyed steel will be stronger and may have better machinability than the standard grade. In many applications, forgings are no longer heat treated because the desired properties are obtained in the as-forged components.
In tests by some bar producers, the small addition of vanadium and nitrogen gave comparable strength, hardness, and fatigue resistance to a 1046 microalloyed steel as a 1046-grade steel has after quenching and tempering. However, impact resistance of the microalloyed steel is lowers that that of the quench and tempered steel.
Microalloyed steel has a beneficial effect on cold heading. It provides a starting material that strain hardens to a still higher strength during processing, and with no need for subsequent heat treatment.
Cold-Finished Bar
Microalloying applies just as much to cold-finished steel as hot-rolled steel. For example, with resulfurized 1144 steel, a carbon grade often chosen for its machinability, a light cold drawing increase its yield strength by 15,000 psi, and a heavier drafting boosts it to 25,000 psi. If vanadium is added, yield strength further increase to about 20,000 psi. Adding vanadium and nitrogen typically increases yield strength by about 30,000 psi. This strength increase is retained after cold drawing.
Thus, mechanical properties not obtainable with standard grades alone, even after severe drawing, are feasible with microalloying. Conversely, this strengthening potential permits the use of a lower-priced bar and still getting the same properties as in a higher-carbon standard grade.
With a 1040 base grade, microalloyed cold-finished steel with125,000 psi minimum yield strength has been made for automotive connecting rods. Similarly, a 125,000 psi yield strength has been coaxed from a microalloyed 10L50 steel without the need for heavy drafting.
Conventional grades of cold-finished bar usually require stress-relief annealing to gain additional strength, The thermal treatment can sometimes be bypassed when microalloyed grades are used instead, particularly for components made by symmetrically machining the bar stock.
Looking for parts? Go to SourceESB.
