
This file type includes high resolution graphics and schematics when applicable.
In a famous scene from the movie The Graduate, the young hero is advised that “there’s a great future in plastics,” a prediction that echoed reality. Now, plastic is aiding the driving force to make products lighter, stronger, easier to process, and available in more complex shapes—specifically in the form of composite and high-end polymers. In other words, plastics are still the future.
History
Bakelite, developed in 1907, was considered the first full-synthetic polymer. While other thermoplastics were around before this, Bakelite was a thermoset. Thermosets form strong bonds that cannot be remolded and can provide relatively strong parts, but are difficult to recycle. One option to recycling a thermoset is to simply grind it up and use it as an aggregate in a new part. Adversely, remolding is possible with thermoplastics (mostly known, but not limited to, economic polymers numbers 1 through 7). Being able to re-form the material has been associated with reduced strength. Plastics strengths have been improving for over 50 years and even replacing metal parts. Currently, new specialty polymers, composites, and processes have increased properties to a point where some engineers are not aware of the potential benefits plastics can provide.
Plastics over several decades slowly made their way from toys and jewelry to include serious aerospace and military applications. Plastic can be an easy choice when trying to save weight and cost. In September 2013, the American Society of Mechanical Engineers estimated, “in general, companies can expect to achieve an overall cost savings of 25% to 50% by converting to plastic parts.” Plastics can offer indirect benefits as well. A simple example is plastic grocery bags. Shipping one truck of plastic bags rather than four trucks of paper bags, for the same quantity, can save fuel, time, and storage space. However, plastics might not seem as likely a choice in higher-stress applications.
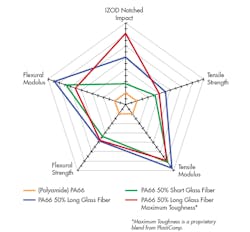
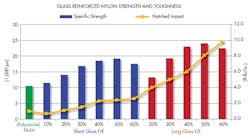
One of the challenges in using thermoplastics to replace metals is that many structural parts need to be stiff and offer high impact strength. These properties were indirectly related in thermoplastics until about 50 years ago, when glass fiber was added to the polymer. This would help carry a load over a greater surface area and increase the flexural strength, stiffness, modulus, tensile, and impact strength by as much as 300% to 400%, according to Ron Hawley, the chief science officer of Integrated Composite Products Inc. (ICP). So began the age of thermal plastics.
Until the 1970s, glass was typically added during an extrusion process. There are a great deal of shear stresses involved in getting the glass fibers into the resin and making sure it is fully mixed—or wetted out—into the polymer. This would cause the glass fibers to break into relatively short lengths (typically under a millimeter). To work as reinforcement and improve performance by 300% to 400%, the fiber should have an aspect ratio of the length to diameter of about 20 to 1.
By late 1979, plastics manufacturers started producing long fiber with a drawing process. Fibers up to 12 mm could be produced in pellet form. During an injection-molding process, there are shear forces that break long fibers. But post-process lengths in excess of 8 mm are normal.
When Plastic Takes Over
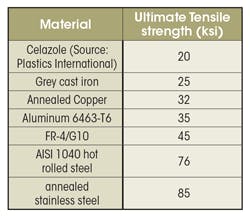
Longer fibers increased the strength of plastics, making it more competitive with metal. For example, Celazole is a polybenzimidazole (PBI) non-fill polymer; its tensile strength is about 20 ksi (138 MPa) according to Plastics International (testing with ASTM D638). FR-4/G10 is a composite with a fiberglass cloth that works well for plastic fasteners. It boasts a tensile strength of 45 ksi (310 MPa), according to CrafTech Industries. While metals can achieve higher strengths (see table below), composite polymers are competitive and stronger than some grades of metals.
With stronger plastics and ease of processing, thermoset and thermoplastics can save production time and energy compared to making parts from metals. Engineers might take advantage of the benefits of processing plastic because reducing production time might be necessary to complete orders and stay competitive. ICP’s Hawley offers the following example: “Imagine the first four-wheeler. It was probably made with a lot of metal. Its maker may have had access to a mill and some bending equipment, so it seems logical. However, as sales increase, you need to make things faster to keep up with demand. If milling a part takes 20 minutes, molding it with a thermoset might take five minutes. In this example, it wasn’t necessary to save weight or cost, it was imperative to fill orders. That is when plastic takes over.”
If you are making 200K parts per year, however, it might not be possible to do so with thermosets. With the example above, you only have about 100,000 five-minute cycles in a year. “Thermoplastics are good for mass production,” says Hawley. “Quick manufacturing of thermoplastics can reduce hold and set times. Many parts are able to be molded in less a minute.”
Markets moving from metals or thermosets to thermoplastics tend to need rapid manufacturing, notes Hawley. “Small personal watercrafts are a perfect market for a thermoplastic process.” he says. This is exactly what Jordan Darling, founder CEO of Free Form Factory—a personal watercraft manufacturer—has done.
According to Jordan, “Fiberglass manufacturing is costly, labor-intensive, and it releases volatile organic compounds (VOCs) that are toxic to the people manufacturing the parts. By thermoforming with a proprietary material that contains no glass—it is not a composite—we are able to manufacture 10 times faster than we would using traditional methods.”
Jordan continues, “It can take 225 man hours from raw material to being ready to ship to make a hull. But our hull only takes 20 hours. And as we scale up, we can cut that time in half. While manufacturing is a large reason for using this manufacturing technique, this method also yields a 3.5 times increased impact strength compared to fiberglass products.”
Fiberglass products can also be hard to repair or recycle. By using a modular design with thermoplastics, it is possible to produce a non-VOC-generating product that is relatively easy to maintain and recycle. As regulations on VOCs and sustainable practices are growing, high-performance polymers and thermoplastics will continue to replace metals and thermosets—especially if they can handle higher stresses while making it possible to easily manufacture parts.
Processing
Although Free Form Factory in particular is not using composites, composites are finding new ways to increase strength while considering ease-of-manufacturing. ICP, for example, is using a new process to add thermoplastics infused with long glass fibers that are strategically placed in areas of high stress. By being able to add continuous fiber to a specific area, the company can replace metal running boards on a vehicle. A polyolefin running board is now half the weight and cost of the previous metal part. In addition, a 3-point bending test showed that the plastic running board supported three times the load at the same deflection of the metal part. Another inherent benefit to using a polymer is chemical stability—it won’t rust—and, depending on the composite used, could offer higher fatigue strength.
“We are targeting beam applications,” says ICP’s Hawley. “They are flat on one side and there are ribs on the other side to increase strength. When those designs fail, the edge of the rib is the first area that cracks. That crack will propagate and eventually causes the part to fail. We improve the tensile strength by making continuous-length tension members at the bottom of the rib, where the failures occur. The continuous reinforcing fiber is about 60 times stronger than the base molding compound. You place continuous glass fibers that are already infused with plastic into the molds before it closes. As the mold opens and ejects that part, you can simply throw in some more of these rods before the mold closes for the next shot.”
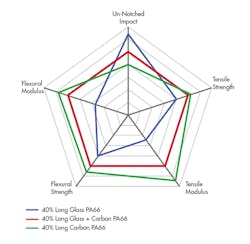
Using different fibers can help improve properties and help polymers make further inroads into the metal market. When evaluating metal versus plastic, it is key that engineers are aware of how changing the resin, fiber, or how the fiber is used (length, orientation, etc.) alters the processing and economics as well as the properties. Sure, keeping lengths as long as possible can increase stiffness and impact strength. But engineers unfamiliar with long-glass injection molding might produce insufficient parts.
Designers are starting to look at other processes when using composites to maintain fiber length. They also are trying to control the fiber orientation more effectively. Compression molding reduces pressures, and the need for material to pass through sprues and gates. This keeps fibers longer and potentially allows for better fiber orientation. Using compression molding can also improve the life of a mold. Injecting glass fibers with sharp ends can scratch molds. If the material has fewer ends—from either using longer fiber or not pushing the materials across the mold via a process like compression molding—the life of the mold can be increased.
A mold’s lifecycle is important, as tooling cost is high for some processes. “Injection molding requires complex higher-cost molds,” says Free Form’s Darling. “With thermoforming, we can simplify the design and how the molds are manufactured to reduce tooling cost. Injection molding is good for smaller components produced on a large scale, but the cost increases tremendously. Thermoforming can scale while keeping cost low.”
Additive manufacturing (3D printing) and aluminum molds are other growing trends in reducing tooling cost. 3D printing molds and fixtures can help improve the time to produce parts. This can increase the amount of iterations that can be tested before investing in more robust tooling—if needed.
For 3D printing, high-performance polymers and composites are eliminating molds. 3D printing with PEEK, ULTEM, and other high-performing polymers might take longer with a fused filament fabrication than molding. But printing assemblies as a single part without a mold can reduce assembly times, tooling costs, and help to automate production.
In some applications, it might be possible for 3D-printed and aluminum molds to handle short production runs. Key factors in how long a mold will last will depend on the material being molded, processing temperature, and the complexity of the geometry.
Applications in Aerospace
Whether it’s a mold or part, a big advantage in using a composite is controlling fiber orientation. This is an advantage over metals as they are isotropic. As a result, the heat associated with processing would make it difficult to add fibers to metal parts. Controlling fiber orientation in composites will optimize the weight-to-strength ratio, but often increase cost and labor, too. In some industries, such as aerospace, the benefits generally outweigh the higher cost.

“We used a unidirectional ‘dry’ tape for the box structure of the skin, stringers, and spar of the wingbox for the MC-21 Russian plane that rolled out June 8,” notes Frank Nickisch, global strategic projects director for aerospace at Solvay. “Our TX1100 textile is a dry, unidirectional tape that was cut into ¼-inch (6-mm) strips. It is able to be placed by a tabling machine. Controlling fiber direction with automated equipment, such as the tabling machine, is the next step in the fiber or textile design and fabrication for composites. The entire lay-up is then injected with PRISM EP2400, a toughened infusion resin.”

Aviation Week noted the aerospace material trends around the choice of MC-21: “United Aircraft Corp. (UAC) has bet high on lighter-weight materials: an all-composite high-aspect-ratio supercritical wing has been designed for maximum aerodynamic efficiency in cruise flight. Other composite components include the center wingbox as well as the vertical and horizontal fins. The wingbox and the wing panels are produced using vacuum infusion technology at AeroComposit in Ulyanovsk, another UAC subsidiary.”
According to Nickisch, “The focus now is to make composite part fabrication more affordable. Innovations have improved the weight to strength ratio by about 20%, but nothing has really changed much in making the processing more affordable in the last 20 to 25 years. This means improving cycle times. For example, a standard autoclave cure is more than eight hours. If you can change the resin chemistry to cure faster and at a lower temperature, combined with a vacuum bag process—and without giving up mechanical performance—it is a real step forward. With the knowledge in both resins and processes, we are able to reduce processing times, thus increasing production greatly.”
Solvay, for example, produces Cycom 5320-1, which can be processed using a vacuum-bag technique. This product has eliminated the comparatively expensive autoclave. In addition, the vacuum-bag process enables a broader supplier base, as ovens are more common than autoclaves. Solvay is also continuously working on resins for infusion processes. Nickisch says, “It is still tough, but we have come up with a good balance with PRISM EP2400. It is a thermoset resin with a comparable mechanical performance of toughened pre-preg products, but still very easy to process.”
When selecting materials, engineers must consider that they can’t design metals the same way they would design a plastic part. There is rarely a direct apples-to-apples comparison, which makes it critical for engineers to use plastic designs for plastic parts. Trying to make a plastic material fit a metal design would be like trying to fit a square peg into a round hole.
Plastics, in other words, may offer different key elements for different industries. And they cannot be used instead of metal without careful consideration from the engineering staff. Yet one common theme remains true since 1967, the year The Graduate was released: “There is a great future in plastics.”

About the Author
Jeff Kerns
Technology Editor
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: