Specify Hose Materials to Match Applications

Selecting the proper hoses for carrying fluids and gases is critical for increasing uptime, safety, and cost-effectiveness. The wrong hoses, however, lead to unnecessary downtime, increased risks, and lower profits.
With so much at stake, what should design engineers, plant managers, and maintenance technicians consider when selecting and specifying hoses for equipment and machines? Hose life, maintenance, and replacement costs, as well as other ownership costs, all influence the final decision. To make the best choice, it is important that all stakeholders thoroughly understand hose material options, construction type, and end connections, as well as the application. Each of these factors makes a big difference in performance.
Every hose is made up of several key components: the core, end connections, reinforcements, and coverings. Here are some explanations of these components and how each can improve system performance, reduce costs, and enhance safety.
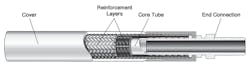
Hose selection requires making several design choices, including core tube material and construction, reinforcement layers, covers, and end connections.
Hose Cores
The core of a hose handles much of the work, so choosing the right material for it is important. First off, the core must be compatible with the medium being moved, fluid or gas, and that includes chemical compatibility and permeation. The core must be able to contain the fluid inside, and the fluid can’t degrade the core. At the same time, the core can’t affect or change the fluid. The core must also withstand process parameters such as temperature and pressure, as well as the anticipated stresses from rapidly changing pressures and temperatures.
There are five common materials to choose from for cores, each with its own pros and cons: metal, silicone, fluoropolymer, thermoplastic (nylon), and rubber.
Metal is a good choice for hose cores in many fluid subsystems. These metals are commonly made of 316L stainless steel and typically rated for temperatures ranging from −325° to 850°F (−198° to 454°C). This wide temperature range makes metal cores an outstanding choice for fluids running at extreme temperatures. Flexible metal tubing is also a reliable choice when requirements include low permeation or absorption.
However, metal does not fare well for cores carrying highly caustic or acidic fluids, which can cause corrosion. Metal cores can also fail due to fatigue caused by repetitive movements or vibrations.
Silicone cores work well in applications where cleanliness is critical, such as food and beverage plants and pharmaceutical processes, due to the material’s inherent flexibility and compatibility with washdowns and other sanitary requirements. Typically, they withstand fluid temperatures ranging from −65° to 500°F (−54° to 315°C). Higher temperature exposures make silicone brittle and prone to breaking down.
Silicone has a few other drawbacks as well. It is absorptive, for example, which can lead to hose contamination if a fluid gets absorbed into the walls of the core. The fluid can remain there for quite a while before seeping back into the fluid being carried, contaminating it and causing possibly severe problems downstream.
Cleaning is also a challenge. Silicone has limited chemical compatibility and is incompatible with many common solvents and detergents. Even steam cleaning, one of the most common sterilization methods used with silicone cores, may not entirely remove absorbed fluids.
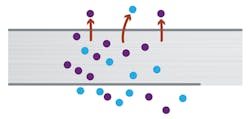
With permeation, fluid penetrates and moves through and out of a pressure barrier. Fluoropolymer core hoses are more permeable than metal core hoses, making them unsuitable for applications that cannot tolerate permeation.
Fluoropolymer has the same sanitary advantages as silicone and eliminates a few of the drawbacks. As such, fluoropolymers such as PTFE (polytetrafluoroethylene or Teflon), PFA (perfluoroalkoxy), and FEP (fluorinated ethylene propylene) are quickly replacing silicone for cores in hoses used for sanitary applications. Compared with silicone, their temperature ranges are slightly narrower, capable of handling temperatures from 65° to 450°F (−54° to 232°C).
Fluoropolymers are the most chemically inert choices available to be made into hose cores. They are also nonaging, nonstick, and far easier to clean than silicone, as they withstand repetitive steam cleaning. In addition, they maintain low absorption rates, reducing the risk of contamination by fluids or gases inside the hose.
There have also been technological advances in fluoropolymers. For example, new bonding techniques combine silicones with fiberglass braids to increase the core’s flexibility. Adding fiberglass requires no glue, so there’s no chance of outgassing volatiles or other chemicals from glue contaminating the core walls.
Fluoropolymer cores also have a downside. They are more permeable than metal, making them unsuitable for hose applications that cannot tolerate permeation. Plus fluids and gases can generate electrostatic charges when passing through fluoropolymer cores. In some cases, this has led to static sparking which can damage hoses and cause safety hazards. Sparking can be mitigated by specifying a carbon black-filled core, depending on the process or application. Carbon lets the charge travel to the end connection and safely dissipate.
Thermoplastic (Nylon) is a common choice for hydraulic-hose cores. Thermoplastic cores can be up to one inch in diameter and withstand high pressures. Their temperature range (−40° to 200°F or−40° to 93°C) is narrow, however, limiting their use in extreme temperature applications. Thermoplastics withstand pressure impulses and vibrations more reliably than metal or fluoropolymers cores and are regarded as good economical choices for general-purpose hoses. But they are soft and porous, making them highly permeable and susceptible to contamination.
Rubber is another economical choice for hose cores. It is versatile and durable and can be crushed without suffering permanent damage. Rubber-cored hoses can also be built with little to no special equipment. Their temperature range is comparable to that of thermoplastics, but they can have diameters greater than 2 in.
Rubber, however, is limited to applications that are typically less than 500 psig (34 bar). And from a cosmetic standpoint, rubber erodes more quickly than other options.
Core construction is as important as core material for hose performance. There are two options for cores: smooth bore and convoluted bore. Design engineers and managers should consider the application’s pressure, flow, flexibility, and drainability needs when deciding between these two construction approaches.

Smooth-bore cores are a smart choice when precise flow control and drainability are priorities.
Here are some pros and cons of each choice:
- Smooth-bore construction is ideal if precise flow control is a priority. The smooth walls ensure no irregularities interrupt the flow. Smooth bores also promote greater drainage for applications where this is desired, such as transfer lines in which the media may change and contamination is a concern. However, smooth-bore hoses are prone to kinking, especially in larger diameters. This kinking can be prevented by adding reinforcing layers to the hose.
- Convoluted cores have folded walls that let the core bend more easily without kinking. There are two common types of convoluted cores: helical and annular. Helical cores have a single fold that spirals the length of the hose and is more frequently found in fluoropolymer cores. It promotes better downstream flow, resulting in better draining and flexibility. Annular cores, more common on metal cores, have convolutions made of a series of connected rings. Annular cores are used when maximum flexibility is required. But annular metal cores are not well-suited for operations requiring repetitive motion, as it causes fatigue and breaking.

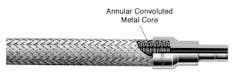
In convoluted cores, the tube walls are folded in a pattern to increase the hose’s flexibility. The two types of convoluted cores are helical (top), found primarily in fluoropolymer cores, and annular (bottom), typical in metal cores.
End Connections
End connections safely and securely connect components to other fluid-handling devices. Like hose cores, there are a few types of end connections. Plant managers should also routinely review end-connector performance to see if a different type might improve efficiencies and fluid/gas quality.
End connection material are often determined by what materials are used on the hose. Metal hoses, for example, are welded, so connectors are permanent seals. Fluoropolymer and other nonmetallic materials, by contrast, are swaged or crimped. Both methods are generally accepted, but crimping, which presses on the end connection rather than the hose, is less likely to damage the hose due to the pressure being applied more carefully. It is also important that end connections do not translate torsion to the hose during installation as this can lead to premature failure.
Beyond materials, a wide variety of connection types exist that are outside the scope of this article to describe. With that in mind, it is best to select end connectors based on industry best practices. Often, certain industries require end connections designed for specific uses. For example:
General industrial markets. For most industrial processes, the top concern is that end connections perform under high pressures, which may range from a few thousand psig up to 60,000 psig for top-rated high-pressure hoses. End connections must meet or exceed the hose’s pressure rating and be attached such that failure results in the hose being compromised, not in the end connection separating from the hose. It is best for design engineers to choose end connections based on pressure requirements.
Pharmaceutical, biopharmaceutical, and biotechnology. Within these industries, sanitation and cleanliness are some of the most important factors for end connectors. Accordingly, they should be easy to clean and maintain, whether by taking them apart or using a clean-in-place (CIP) process. They should therefore be made of materials that resist corrosion and mitigate bacteria growth.
Semiconductors. In the world of semiconductor production, material purity is often the most important priority. End connections here must be high purity for use in sensitive environments, with fine threads, and designed and coated with material that resist buildup and contaminants.
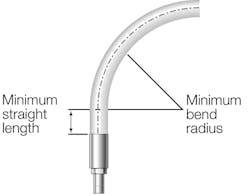
Minimum bend radius is a measure of how far a hose can bend before kinking. Force-to-bend, although not as easy to measure as minimum bend radius, is an equally critical factor in hose selection.
Reinforcements and Coverings
In some cases, hose coverings and reinforcements are needed, depending on the need for pressure containment, flexibility, and safety. Here are a few things to consider:
Reinforcement layers. These are often used to surround the hose core, typically in the form of a flexible, woven stainless steel braid. Proper reinforcement layers improve the hose’s pressure containment and flexibility in the hose. Design engineers can consult product catalogs to compare pressure ratings among hoses. Comparing flexibility can be more complex. All hoses have a minimum bend radius, which measures how far a hose can bend before kinking. Measurements for minimum bend radii can usually be found in industrial hose literature.
Covers. These are the outermost layers on some hoses and they protect the underlying layers, as well as personnel working or moving nearby and surrounding equipment. Covers come in various materials and are part of the hose.
The most common cover material for general-purpose hose is silicone. Silicone covers prevent stainless steel reinforcement braids from fraying, which can be caused by abrasion. Frayed braids weaken the hose and create a burst threat that might injure workers. Silicone covers also increase burn protection for workers who may inadvertently grab or bump hoses carrying high-temperature fluid. Silicone covers can also add insulation to help maintain fluid temperatures or eliminate bacteria buildup in the braid’s crevices for sanitary applications.
A fiberglass cover coated in silicone rubber, also called a fire jacket, protects against fires and burns. And bend restrictors prevents hoses from being bent beyond their minimum bend radius.

A common cover for specialty applications is the fire jacket, a fiberglass cover coated in silicone rubber that offers maximum burn protection.
Keeping Hose Costs Low
Industrial hoses typically have a set life cycle. Wait too long to replace one, and pretty soon you’ve got hose problems that lead to downtime and safety risks. But replace that hose too soon and you’re throwing money away.
Getting the most out of hoses depends on proper planning and analysis of plant-floor data. Here are a few tips on optimizing hose use:
Identify hoses. Operators can add tags or text on hoses so personnel can quickly see at a glance what function a given hose serves. Proper identification helps with safety and efficiency, and makes ordering replacements quicker and more accurate. Color-coded silicone covers can also be used to identify hoses. For example, one color can indicate hoses going to the process and another color for hoses coming from it, letting operators know what a hose does from a distance.
Start by performing a plant audit that includes identifying and tagging every hose. Be thorough and specific. Include the hose type, part number, process fluid, pressure and temperature ratings, and vendor name and contact information. Operators can log additional details in a spreadsheet, including each hose’s length, size, core material and construction, reinforcement layers, end connections, mounting, cover type, operating conditions, and cleaning procedures, plus the date of installation and when it is scheduled to be replaced. It can be helpful working with hose vendors who help you organize and map hoses at your facility.
Track hose lifecycles. If a hose fails during operation, document the details, including the location of the failure on the hose, the severity of the break, and how the hose was mounted. These details will help troubleshoot the failure and determine how to prevent another one.
Analyze the data. Operators should periodically analyze logged historical data against established hose inspection and replacement frequencies. This may help determine if any intervals should be changed for safety or budgetary reasons. Unsure if a hose was replaced too early? Perform a destructive test on a replaced hose to be sure. Additionally, if a certain hose is being frequently replaced, consider alternating the design based on material and construction choices that may be better suited for that application.
Use traceable hoses. Work with vendors that offer fully traceable products. Lot numbers on hose assemblies, including cores and end connections, let manufacturers limit potential losses in case of a recall. For example, if one bad hose is included in a batch of 100, traceability lets the manufacturer determine if the problem goes beyond one bad hose.
Simplify inventory. Although system performance is the primary concern when selecting hose end connections, it is worthwhile to also consider the operational impact of the specification. Consider exploring how to more easily store components and streamline reordering, or how to consolidate vendors and component OEMs.
Consider the total cost of ownership. It is not simply about upfront cost. Design engineers should also consider the lifetime cost of frequent replacements that might undermine the initial savings of less-expensive components. Additionally, calculating the cost of replacement parts, labor, and downtime can provide important data. How often does the plant anticipate replacing end connections? How difficult will it be to replace them all regularly, if needed?
Many different variables influence hose selection. Design engineers must remain up-to-date on all available options along with the demands of their fluid-carrying subsystems to make the best choices.
Bill Menz is market manager for hoses at Swagelok Co. If you have questions about hoses, ask them here or visit www.swagelok.com.

About the Author
Bill Menz
Market Manager for Hoses
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: