ASME’s 20th Century Milestones in Manufacturing
Manufacturing slammed into high gear in the 20th Century, as these milestones will show. Production volumes soared as groundbreaking machines and capabilities were developed at breakneck speed and put in factories.
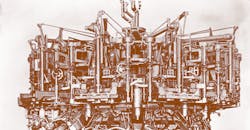
Owens AR Bottle Machine (1903)
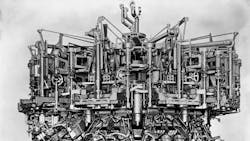
Up until 1903, all bottles and gas jars were blown into molds by skilled operators assisted by a horde of young boys. It took six men plus those boys 12 hours to make 2,880 bottles at $1.80 a gross. That’s because glass was difficult to work with. It also contributed to the child labor problem. Then Michael Owns, financed by Edward Libbey, automated the process in 1903 with his “A” machine. It turned out 17,280 bottles in 24 hours and only needed two operators. Costs dropped to 12 cents per gross. The key was using a pump. It would suck a gob of molten glass into a mold which formed the neck of the bottle. Then that mold went onto the large mold for the body of the bottle. The pump’s return stroke blew air into mold, inflating the still-molten glass into the shape of a bottle. Further refinements over the years led to the “AR” machine. It could crank out 50,400 bottles per day and could make bottles and jars of various shapes, volumes, and weights. One version of the AR machine contained 10,000 parts, weighed 50 tons, and had up to 15 arms, each with air blowing through it to expand glass. In 1913, the NYC National Child Labor Committee said the rapid introduction of bottle-making machines did more to eliminate child labor than any of their legislative efforts. By 1923, 94% of all bottles in the U.S. were made by machine. The last two Owens machines, “AQ” models, were used until 1983.
Joshua Hendy Iron Works (1906)
Joshua Hendy supplied Gold Rush miners with hardware from 1856 until 1906. That’s when an earthquake destroyed his San Francisco plant, as well as much of the city. He rebuilt in Sunnyvale and continued to turn out equipment for miners, including mine cars, buckets, stamp mills, and ore crushers, as well as the hydraulic “giants” used to dig the Panama Canal. Hendy pioneered the making of large machines in the West. His foundry also turned out most of the fire hydrants and street lamps, along with Chinatown’s oriental lamp posts, for the rebuilt San Francisco. During the Depression, the factory stayed open making gates and valves for the Boulder, Hoover, and Grand Coulee dams. His factory was crucial in both World Wars for making marine engines. During WWII, for example, his factory made about one-third of the engines for U.S.-built Liberty Ships—about 754 of them. Within a year of first making the engines, his workers could turn one out in 1,800 hours; a year before, that task had taken 4,500 hours. He slashed the time needed by introducing advanced assembly line techniques, standardizing production parts, and enabling less-skilled workers to accomplish tasks that once required skilled machinists. The plant was sold to Westinghouse in 1947; it went on to make steam turbines, switchgear and motors, and 216,000 hp wind tunnel compressors.
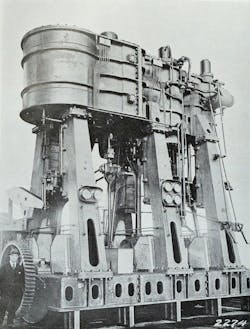
Stirling Water-tube Boilers (1906)
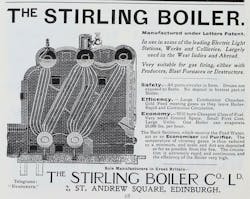
The two water-tube boilers designed by Alan Sterling and built in 1906 are among the oldest steam generators in a U.S. cotton mill. Each was coal-fired and hand-fed, and rated at 300 hp. Working pressure was 180 psi; test pressure was 270 psi. They were almost 30 ft tall and provided steam and pressure to operate a compound engine, a high-speed engine, an electric generator, a fire pump, and related belts, pulleys, and shafts. They operated from 1906 to 1975 powering mill machines, helping make the cotton mills in Dalton, Ga., a success and a major factor in the growth of the city. From 1975 to 1986, when they were placed in standby service, they helped heat the mill. Stirling’s boilers were large but efficient, thanks to the banks of tubes and careful arrangement of circulation and feedwater. The grate on which fuel was burned and could be replaced to burn waste or refuse or a variety of other fuels without affecting the water flow. And the internal components, such as water tubes, were arranged to simplify cleaning and min
A.O. Smith Automatic Frame Plant (1921)

The A.O. Smith Corp. built an automated factory in 1920 that would build frames for auto companies that included Chevy, Buick, Pontiac, and Chrysler. The plant, built in Milwaukee, could spit out a completed frame every six seconds, or 10,000 per day. Each frame consisted of 125 parts, many made within the plant itself, and took an hour-and-20 minutes to clean and paint. And it only required 180 men at supervisory, inspection, and control stations. But the company also had 500 engineers on staff as well. That’s because the plant had to contend with continually changing designs for frames, as well as making frames for passenger cars, trucks, and tractors.
Ljungstrom Air Preheater (1922)

The Ljungstrom air preheater, a regenerative heat exchanger, was invented in 1920 by Fredrick Ljungstrom while working for a Swedish firm. It was first used commercially in 1922. It was invented to preheat combustion air for boilers but then was modified to recover heat and remove sulfur and sulfur oxides. When it was introduced, it could reduce fuel consumption by recovering heat by as much as 25%. In modern utility boilers, it provides up to 20% of the heat recovery but only accounts of 2% of the boiler’s cost. The preheaters range in size from 2.5 ft to 66 ft in diameter. About 20,000 of them had been sold through 1994, and it’s estimated they have amassed over 1.5 billion operating hours. They save $30 billion in fuel costs annually.
Corning Ribbon Machine (1926)

Edison might have invented the light bulb around 1880, but it took until 1926 for engineers at the Corning Glass Works to design a machine that could turn them out fast enough to make them common in homes and offices. In the 1890s, a top-notch team could glass-blow two bulbs per minute. The Corning machine put out 2,000 bulbs in the same time. The key was the ribbon machine. A ribbon of molten glass was laid down across the top of thin plated with a hole in them. The glass sagged down through the hole and formed a “bag.” The bag was clamped in a two-piece bulb mold and inflated to form a bulb blank. All this happened in a continuous process. Soon, a single ribbon machine could turn out 3 million blanks per day for smaller-sized bulbs. By the late 1980s, fewer than 15 ribbon machines supplied the entire world with glass blanks for incandescent bulbs (except some small blanks for specialty lights).
Fusion-welded Test Boiler Drum (1930)

Up through the late 1920s, boilers were riveted together. This limited the pressures and led to a host of deadly accidents. Boilermakers had two choices: move to metal forgings (which were expensive), or weld them (a technique that had yet to be perfected for pressure vessels). Engineers at Heges, Welsh, Weidner Boiler Co in Chattanooga had been experimenting with electric arc fusion welding. In a historic 1930 test, a welded 96-in. long drum was hydrostatically tested to destruction. It was made of one-inch-thick rolled shell plate and, according to ASME Code, should have withstood 517 psig before failing. It withstood 3,250 psig before springing a leak. By 1931, the entire boiler industry was converting to welding. This led to boilers that could handle higher pressures and temperatures, making them more efficient.
ALCOA 50,000-ton Hydraulic Forging Press (1953)
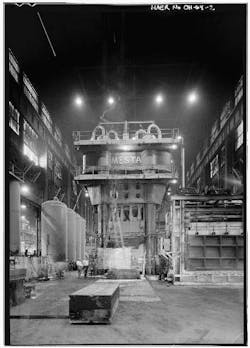
During WWII, examinations of downed German aircraft revealed forgings that were beyond the capability of any Allied country to produce. Although the U.S. tried to scale up its forging capabilities, it was only after the war, when the U.S. seized some of the larger German forges, that U.S. efforts shifted to high gear. (The Soviets grabbed the largest, a 30,000-ton press, while the U.S. made do with a few 15,000 German presses.) One of the first presses to come out of this effort was one built by Mesta, which has been operated by ALCOA since 1955. The eight-story machine has been critical to U.S. defense and aerospace programs. The press weighs 8,000 tons and there are 2,100 tons of moving weight. Hydraulics controlled by a 30-foot camshaft provide the pressure to boost the forging force to 50,000 tons.
Ultra-High Pressure Machine for Making Diamonds (1954)

The need for industrial diamonds to cut and abrade metals was so great that the GE company invented a machine that used high temperatures and pressures to manufacture them. The first machine to do so used 65 kbar (955, 236 psi) and temperatures of 3,272°F atmospheres) of pressure applied to pure carbon to make so-called synthetic diamonds. Some of these synthetic diamonds have properties such as hardness, thermal conductivity, and electron mobility that are superior to those of most naturally formed diamonds. GE’s belt press could exert pressures of over 1,500,000 psi at temperatures of 3,630°F The press used a pyrophyllite container in which graphite was dissolved in molten nickel, cobalt, or iron. Those metals acted as a “solvent-catalyst,” which both dissolved carbon and accelerated its conversion into diamond.
The First Isostatic Processing Vessels (1956)
In 1955, the Atomic Energy Commission challenged the engineers at Battelle Memorial Institute to devise a way to bond components of small Zircaloy-clad pin-type nuclear fuel elements while maintaining strict dimensional control. They quickly came up with a technique first called gas-pressure bonding, but now referred to as hot isostatic processing (HIP). The engineers used a three-foot-long stainless-steel tube, plugged and welded on one end and threaded, to accept a high-pressure valve on the other end, which they pressurized to approximately 2,000 psi and inserted into a heat-treat furnace at a temperature of about 1,500°F. The pressure and temperature, all uniform surrounding the two zirconium components, bonded them together. This small, simple pressure vessel was followed by larger, more complex vessels throughout the 1950s and into the 60s and 70s.
HIP now uses gas pressure and temperature to fabricate parts and products, bond and densify materials, consolidate powders, and heal defects. The process was also extended to compact powders for use in tool steel, superalloys for jet engines, and materials for space applications. The strict dimensional control provided by HIP it useful as a manufacturing technique for near-net-shape processing and other complex fabrications.
A Gravimetric Coal Feeder (1957)
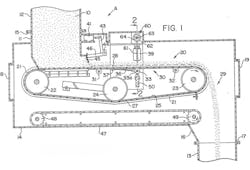
At the age of 70, inventor Arthur Stock came up with a device that improved the efficiency of burning pulverized coal, the most common large-scale method of generating electricity. To be efficient, a power plant has to burn coal and air in the proper proportion to ensure oxidation of all combustibles. But coal is not uniform. It is a mix of coarse and fine powders, and it could be wet or dry, and might’ve been stored in the rain or snow. In sunny weather, the coal might dry unevenly. This means its bulk density changes and feeding the right amount of coal into a furnace was more accurate if the coal’s weight (rather than volume) was measured. Stock’s coal feeder did just that. The feeder is simple and reliable and can operate 24/7 with an annual break for calibration. 7,000 have been installed worldwide and are still being made in the U.S. Europe, and Asia.

