Self-tapping screws are usually drilled into pre-made holes (pilot holes) in metals, such as zinc, aluminum, and bronze and its alloys, as well as plastics and resin-impregnated plywood. They create threads in the material they are driven into. Self-tapping screws are one-piece fasteners—there is no nut—so they can be installed quickly and action is only required from one side of the joint. Mating threads made by the screw fits the screw’s threads closely, so no clearance is needed and the close fit keeps the screws tight despite vibrations.
Tapping screws are usually case-hardened and have tensile strengths of 100,000 psi or greater and relatively high ultimate torsional strengths.
There are three types of tapping screws: thread-forming, thread-cutting, and thread-forming.
Thread-forming screws displace or form the material next to the pilot hole so it flows around the screw’s threads. They are generally used in materials in which large internal stresses are desirable to increase resistance to loosening. The screw forms threads in the material that provide a fit with zero clearance since no material is removed.
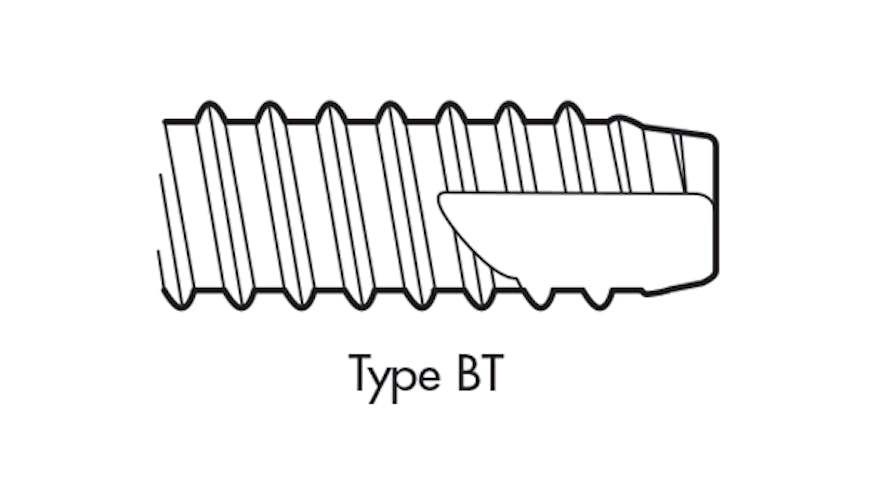
Thread-cutting screws have cutting edges and chip cavities that remove material to create a mating thread. Cutting action keeps the required torque to a low level. These screws are used in materials where disruptive internal stresses are not wanted or where it takes too much driving torque to use thread-forming screws.
Thread-rolling screws are used on thicker-gauge metals, such as steel, brass, zinc, and aluminum. They are also the go-to alternative when thread-forming screws require high driving torques for installation or where it’s inconvenient or undesirable for thread-cutting screws to generate chips.