Single-Crystal Turbine Blades Earn ASME Milestone Status

Download this article as a .PDF
The American Society of Mechanical Engineers (ASME) recently named the Pratt & Whitney single crystal turbine blade an historic mechanical engineering landmark.
These blades, which can be found in many modern, high-performance gas turbines (a.k.a. jet engines)—including the ones powering the F-22 Raptor, and larger electricity-producing turbines—are grown from a single crystal in a vacuum casting furnace from superalloys. They increase the turbine’s efficiency and individual blade’s service life, while giving it unmatched resistance to high-temperature creep and fatigue.
About 60 years ago, a small group of Pratt & Whitney gas turbine industry mechanical engineers and metallurgists set out to develop single crystal blades and did so in the relatively short space of about 10 years, going from concept to manufactured product.
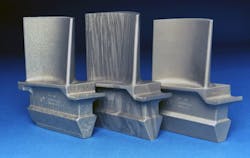
Turbine blades progressed (left to right) from equiaxed, to directional solidified, to single crystal. (Photo courtesy of Howmet Corp.)
The Superalloys
The thermal efficiency of gas turbines increases with the temperatures of gases leaving the combustor and entering the turbine—the work-producing component. Turbine inlet temperatures in the gas path of modern high-performance jet engines can exceed 3,000°F (1,649°C), while non-aviation turbines operate at 2,700°F (1,482°C) or lower.
In the turbine’s high-temperature regions, high-melting-point nickel-based superalloy blades and vanes retain their strength and resist oxidation at extreme temperatures. These superalloys, when conventionally vacuum cast, soften and melt between 2,200° and 2,500°F (1,240° to 1,371°C). This means the blades and vanes closest to the engine combustor may operate in temperatures far exceeding their melting points and must be cooled to 80% to 90% of their melting temperatures to keep working. (Military jet engines can reach 3,600°F (1,982°C), which exceeds the boiling point of molten silver.)
Thus, engineers needed to design cast turbine blades with intricate internal passages and surface hole patterns that channel and direct cooling air (bled from the compressor) within and over exterior blade’s. To eliminate the harmful effects of impurities, blades are investment cast in vacuum chambers. After casting, the blade’s working surface is often coated with a ceramic thermal barrier that increases life and acts as a thermal insulator, letting inlet temperatures be 100° to 300°F or higher.
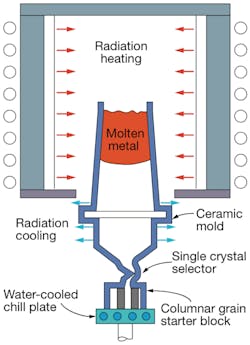
This schematic shows how manufacturers make single-crystal turbine blades in a mold inside a vacuum furnace.
Exploring and Reducing Grain Boundaries
Conventionally cast turbine airfoils are polycrystalline, consisting of a three-dimensional mosaic of small metallic equiaxed crystals, or “grains,” formed when the metal solidifies in the mold. Each grain differs from its neighbors in how its crystal lattice is oriented. These lattice misalignments form interfaces called grain boundaries.
Damaging events happen at grain boundaries, such as intergranular cavitation, voids form, chemical activity increases, and grains slip passed one another under stress loading. These conditions lead to creep, shorten cyclic strain life, and decrease overall ductility. (Creep is the tendency of blade materials to deform at a temperature dependent rate under stresses well below the materials’ yield strength.) Corrosion and cracks also start at grain boundaries. In short, physical activities that begin at grain boundaries in superalloys greatly shorten turbine vane and blade life and are accelerated by high temperatures. But lowering temperatures decreases engine efficiency.
In the early 1960s, researchers at jet engine manufacturer Pratt & Whitney Aircraft (now Pratt & Whitney, owned by United Technologies Corp.) set out to deal with the problem by eliminating grain boundaries from turbine airfoils altogether. Their goal was to invent techniques that would let them cast single-crystal blades and vanes, and design alloys that would only be used in single crystal form.
Most of this work was done at the Advanced Materials R&D Laboratory (AMRDL) in Middletown, Conn., for Pratt & Whitney in the 1960s. AMRDL was an excellent example of industry using fundamental and applied research to create and bring to market a superior product within a decade. At its peak, ARMDL staff numbered more than 200 scientists, engineers, and technicians. They conducted research and development on all aspects of single crystal technology, ranging from casting, alloy development, and coatings to joining and repair. Over its subsequent 10-year life, AMRDL pioneered single-crystal superalloy technology.
At AMRDL’s start, Frank VerSnyder from jet engine manufacturer General Electric had developed a concept that transverse (spanwise) grain boundaries could be eliminated in the casting of turbine blades and this would make them stronger. (General Electric never exploited or patented VerSnyder’s concept.)

A ceramic mold created by repeatedly dipping wax molds of turbine blades into a ceramic slurry gets ready to go into the vacuum furnace at Howmet’s Terai, Japan foundry. There it will be filled with molten superalloy to form directionally solidified turbine blades. (Photo courtesy of Howmet Corp.)
Directional Solidification
By 1966, VerSnyder invented and patented the directionally-solidified columnar-grained turbine blade, the first major step toward a single-crystal blade.
Directional solidification is done in a vacuum chamber and involves pouring molten superalloy metal into a vertically mounted mold heated to metal melt temperatures, and filling the turbine airfoil mold cavity from root to tip (bottom to top). The bottom of the mold is formed by a water-cooled copper chill plate having a knurled surface exposed to the molten metal. At the chill plate surface, crystals form from the liquid superalloy, and the solid interface advances until it reaches the top.
The ceramic mold is surrounded by a temperature-controlled enclosure, which keeps the sides of the mold at a constant temperature distribution, and all the latent heat of solidification is removed by the chill plate. As solidification climbs through the mold, it is slowly lowered out of the enclosure.
The result is a turbine airfoil composed of columnar crystals or grains running spanwise. For rotating turbine blades, where spanwise centrifugal forces can see accelerations of 20,000 g, the columnar grains are aligned with the major stress axis. This alignment strengthens the blade and effectively eliminates destructive intergranular crack initiation normal to blade span. In gas turbines, directionally solidified (DS) blades have improved ductility and thermal fatigue life. They also provide more tolerance to localized strains (such as at blade roots), and have allowed small increases in turbine temperature and, hence, performance.
Once material properties were measured and manufacturing technique perfected, DS turbine blades and vanes were ready for engine application. Their first use by Pratt & Whitney in a production engine was in 1969 in the J58, two of which powered the SR-71 Blackbird supersonic aircraft. Commercial jet engines began using DS blades in 1974. The success of the DS blades set the stage for the invention of single crystal turbine airfoils.

This pigtail (or starter chamber) was used to create a single-crystal blade. It was then cut off and the inside metal exposed and acid etched to bring out grain boundaries. You can see several directionally solidifying crystals growing up from the bottom (nearest the coin) and then they disappear to leave only one crystal emerging form the helical portion.
Single Crystal Development
While casting DS crystals, AMRDL researchers found that if they put a right-angle bend in the casting mold just a short distance above the chill plate (called the “starter” chamber), the number of crystals climbing above the bend would be reduced. Putting in two such bends reduced the number even more. Later, it was found that a helical channel with smooth continuous turning was a natural filter, admitting columnar crystals from the starter and letting just one crystal rise above the helix and start to form the entire blade. This single crystal selector was dubbed the “pigtail.”
As the single crystal structure forms, the mold must be kept at the right temperature as the mold is taken from the heat-controlled enclosure. Any heat conducted to the sides of the mold lateral surfaces could lead to localized crystallization, which disrupts the single crystal structure with secondary grains.
In the 1970s, Pratt & Whitney developed techniques to manufacture single crystal (SX) turbine airfoils to overcome casting defects (such as secondary grains, recrystallized regions, and freckle chains). This early pioneering work was carried on by several manufacturers and improved upon over the past 50 years. Companies now see prosecution yields greater than 95% in casting of single crystal blades for aviation gas turbines. This helps offset cost of SX casting compared to equiaxed casting.
The first SX castings were made from conventionally-cast polycrystalline alloys, such as Mar-M200 and IN100. These alloys contain carbon, boron, and zirconium, three elements which segregate preferentially to grain boundaries and provided high-temperature grain-boundary strength and ductility for creep resistance. But in SX castings, which have longer solidification times and no grain boundaries, these three elements generated primary carbides, which hurt the blades high and low fatigue properties.
By the early 1970s, SX alloys were developed that eliminated carbon, baron, and zirconium, giving the alloys higher melting points, higher creep strength, and greatly improved high and low cycle fatigue resistance in SX blades and vanes.
SX alloys consist of many metals, each serving a specific purpose. For example, alloy PWA 1484, which P&W developed in the early 1980s, consists (by weight) of nickel (59%), cobalt (10%), tantalum (9%), aluminum (6%), tungsten (6%), and others (10%). One of the others is rhenium (3%), which lets the final alloy endure higher temperatures before weakening and melting. Rhenium is a “by-product of a by-product,” derived from specific copper-molybdenum ores, and a costly element in limited supply.
Before committing to using PWA 1484, P&W management had to be assured rhenium could be supplied over time at a known, acceptable price.
The solution was that P&W entered a long-term contract with a Chilean mining company to provide rhenium to Pratt for its internal inventory. Rhenium would then be delivered to casting vendors in sufficient quantities to meet Pratt’s requirements.
In the 1970s, within 10 years of the start of the single crystal program, SX turbine airfoils were installed in P&W F100 production engines to power the F-15 and F-16 jet fighters. The first commercial aviation use was in P&W’s JT9D-7R4 jet engine, which received flight certification in 1982 and powered the Boeing 767 and Airbus A310.
In 1986, Pratt & Whitney earned the ASM International Engineering Materials Achievement Award for the development of single crystal turbine blades.
In jet engines, single-crystal turbine airfoils have proven to have up to nine times the relative life in terms of creep strength and thermal fatigue resistance—and more than three times the relative life for corrosion resistance—compared to equiaxed crystal blades. Modern jet engines with their high turbine inlet temperatures and long lives (on the order of 25,000 hr of operation between overhauls) would be impossible without those single crystal airfoils. By eliminating grain boundaries, they have extended the thermal and fatigue life of jet engines and provided more corrosion resistance. In addition, the blades use less material because they are hollow and therefore reduce the weight of jet engines. They also have higher melting points. All these improvements contribute to more efficient gas turbines.
The next chapter of the SX story concerns their introduction to large gas turbines used in electric power plants. These units, as big as 500 MW, use supersized SX blades and vanes both for corrosion resistance and increased operating temperatures.
Their first use was for corrosion resistance (using PWA 1483 alloy) in the 163-MW Siemens V84.3A electric power gas turbine, introduced to the market in 1995. In more recent years, to increase thermal efficiency, these gas turbines’ inlet turbine temperatures have been increased to aviation levels, so SX airfoils with higher temperature capacity are needed for long life.
General Electric’s 9H, a 50 Hz combined-cycle gas turbine, is one of the world’s largest. The first model went into service in 2003 in Wales, feeding as much as 530 MW into the UK’s electric grid at a combined-cycle thermal efficiency just under 60%. The 404-ton 9H uses first-stage turbine vanes that measure almost a foot long and blades close to 18 in. long. Each comes from finished casting that weighs about 30 lb and each is a single crystal airfoil.
A Closer Look at ASME Milestones

“Big Brutus” was the 11-million-lb. mine shovel used from 1963 to 1974 to move coal for the Pittsburg & Midway Coal Mining Co. in Kansas. Standing 160 feet tall, Big Brutus was a workhorse, averaging 5,000 cubic yards of coal per hour and able to dig in thick seams of coal. It was Built by the Bucyrus-Erie Co., and worked with a bulldozer and two smaller shovels to extract and load coal, which was transported to regional power plants.
BOXTx: With the recent designation of the single-crystal turbine blade, ASME now counts 265 machines and devices from around the world which have been singled out for engineering attributes, innovations, and technological significance. ASME established its landmarks program in 1971 to promote the heritage of mechanical engineering and preserve historically important machines.
ASME landmarks span centuries and run the gamut from water pumping stations and electrical power plants to rail locomotives, earth movers, and space vehicles. Landmarks include the giant Big Brutus strip-mining shovel (shown) and the Saturn V rocket, which launched the Apollo spacecraft that took humans to the moon.
ASME’s landmarks roster also includes relatively obscure devices from America’s early steam engine and agricultural eras—machines that advanced production and forged the country’s Industrial Age. Although lacking the name recognition of Saturn V, these early machines are engineering marvels and historically important works. They stand as reminders of where we have been and where we are going.
Lee S. Langston is Professor Emeritus of Mechanical Engineering at the University of Connecticut.
About the Author
Lee S. Langston
Professor Emeritus of Mechanical Engineering
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: