Air bearings take off
When you think of air bearings, you probably imagine them in a laboratory environment. But get ready to change your perceptions. Though their roots are in high-end applications, air bearings are beginning to move into the mainstream.
As the drive for precision pushes the technical limits of other types of bearings, the accuracies attainable from air bearings will make them increasingly attractive. And with the development of porous media air bearings, they are becoming more readily available and easier to use.
Air born
Air bearings run on a controlled film of pressurized air that is typically less than 0.0005-in. thick. With traditional, or orifice-type bearings, air flow is controlled through holes and grooves drilled or cut into the bearing face. Porous bearings, on the other hand, use the natural permeability of a carbon material to control air flow to the face.
In order for orifice-type bearings to carry a certain load at a specific air gap, engineers must match the bearing size with the right number and size of orifices that will maintain stability during operation. This can be a daunting task. And if not done correctly may result in an instability called pneumatic hammer.
What happens is the air escaping across the face is restricted by a gap slightly smaller than one allowing equilibrium. Air pressure increases, moving the bearing upward and widening the air gap. The air then escapes more easily, which lowers the pressure. The bearing begins to drop, decreasing the gap. This increases air pressure again, and the cycle repeats, resonating at the natural frequency of the system.
Often, one or more jeweled orifices are used to control the flow of air into the air gap. These usually consist of a watchmaker's bearing - a tubular component made from a hard material, such as a sapphire stone, with a precision hole drilled through it. Jewelquality stones are used because their hardness resists errosion.
The orifice limits the upper half of the pneumatic hammer cycle, making the bearing stable. But this is a sensitive balancing act because the air flow through the gap increases as a cubed function. Thus, a small change in air gap makes for a large change in flow. An additional load, for example, results in significantly less flow, which defeats the restriction of the orifice, allowing the bearing to become unstable.
Calculations available in several reference documents can help determine the optimal size and location of an orifice. In addition, shallow air grooves about 0.002-in. deep and 0.10-in. wide etched into the bearing surface can improve the pressure profile under the bearing.
A different type of bearing, groove compensated, does not depend on orifices to restrict air flow. Instead, precise grooves control the flow of air into the bearing gap. These bearings are generally considered to have a higher stiffness than orifice types.
Design and tolerances on groove depth and width are crucial for consistent operation. These grooves are often 5 μm or less and may not be visible on the surface at first glance.
A better flow
There is a more elegant method for controlling air flow through the gap - one that supplies air pressure equally across the entire face of the bearing, yet simultaneously restricts and damps air flow. A porous media air bearing has millions of tortuous passageways that air must flow through to reach the face. These passageways make it difficult for air volume in the gap to change quickly, resulting in a naturally stable bearing.
Manufacturing these bearings with consistent characteristics, however, has been a challenge that prevented their wide spread use. Until recently, only a few companies developed them.
One was Sheffield Corp. (now Giddings & Lewis Metrology), a builder of coordinate measuring machines. Sheffield's porous media designs were originally used on the Apollo Machine in 1982, and continue to be used in the latest equipment. In 1987, L.S. Starrett Co. redesigned its coordinate machines, replacing rolling element bearings with porous air types.
Now, porous bearings are available in standard sizes, off-the-shelf, even in small quantities. With standard sizing, engineers don't have to re-invent mounting methods, making these bearings easier to install than other types.
The stiffness factor
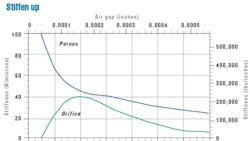
Once a bearing is stable, stiffness is usually the most important performance characteristic. It is the ratio of the change in air film thickness in response to a change in load. The thicker the air gap, the more compressible it will be. Therefore, to optimize stiffness, air gaps must be small. Porous bearings have the advantage here because they can fly at small air gaps without collapsing.
Collapse occurs when the gap becomes so restrictive it starves regions for flow and pressure. You can see this condition in reverse during initial lift off. Consider an orifice bearing grounded by a load. Slowly increase air pressure from zero. Notice that it will take almost the full operating pressure to make the bearing pop up and establish flow across the face because only the area of the orifice and any distribution grooves are available to establish this initial lift.
Porous bearings achieve initial lift with a lower percentage of the operating pressure because air bleeds from the entire face. Film thickness gradually increases with pressure. Thus, lift is not as dependent on flow across the face.
Therefore, these bearings offer higher stiffness because they can fly on thinner air films. Thin air films also exhibit a "squeeze-film" damping effect that makes control of precision systems easier. Note that in this case, it is possible to increase stiffness and damping simultaneously.
Additionally, because porous bearings do not collapse they do not crash like orifice bearings. The porous surface creates a lifting force even with no lift, mitigating damage from contact.
Scoring threat
Should a touch down occur while in motion, the plain-bearing qualities of the air bearing become important. The faces typically found on orifice bearings are made of hard-coated aluminum, stainless steel, or nickelcoated steel. These can scratch or gall a guide way surface of granite or steel. Scratches of more than 0.002-in. deep or wide can crash an orifice or groovecompensated bearing. At the least, the fly height will be affected as the bearing passes over the scratched area. Even minor scratches can be significant because all the air from the orifice escapes out the path of least resistance - the scratch - instead of producing pressure between the bearing faces.
Porous bearings use a carbon face similar to a technical graphite. This material possesses good plain-bearing properties, yet is soft enough that it won't scratch guide ways. If contaminants get between the guide and the bearing, then the bearing will scratch, but will still be able to fly. Even if severely scratched, it will fly because the scratch eliminates pressure film only in the area it occupies. It will change the pressure profile under the bearing making the bearing fly somewhat lower, but instead of collapsing, the air film stiffens.
Andrew Devitt is President of New Way Machine Components Inc., Aston, Pa.
Expanding outwardMost machines doing work within a micron, and almost all of them doing nanometer steps, use air bearings. The hard disk drive industry, for example, still relies almost exclusively on air bearing spindles for spin stands. Here, error motion is about 2 millionths of an inch at speed, which is 100 times better than conventional spindles. This allows higher data density. Wafer steppers almost exclusively use air bearings because of their repeatability. Positioning accuracies must be in the tens of nanometers. Because of zero friction, air bearings meet this criteria better than other bearings. In addition, there are other suitable applications: • Dry and dusty environments, such as textile, sugar, or pharmaceutical production. Other bearings may wear prematurely from the lapping slurry that's produced when oil and dust mix. Guide ways for an air bearing, however, remain dry. Plus, the positive pressure under the bearing also makes it difficult for light, dry dust to get under the bearing. Silicon crystal pulling benefits from the smooth motion of air bearings, which offer linear and rotary motion because they have no contact. • Dry diamond machining. Common in Europe, this technique is moving into the U.S., because it's more environmentally friendly. High speed spindles with multiple diamond inserts create chips that are more like a dust. Dry air bearing ways do not attract this dust as would oil or coolant covered ways. Also, the pressurized air escaping around the bearing edge keeps dust out from between the bearing surfaces. |
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: