All-in-One Machine Manufactures Large Metal Parts

Today, we are at the beginning of a Fourth Industrial Revolution, which consulting firm McKinsey describes as the next phase in the digitization of the manufacturing sector. It is being driven by four disruptions:
- The rise in data volumes, computational power, and connectivity;
- The analytics and business-intelligence capabilities;
- The human-machine interaction; and
- The improvements in transferring digital instructions to the physical world.
Taken together, they will lay the foundation for a revolution more comprehensive and all-encompassing than anything we have ever seen.
One of the pillars of this revolution is additive manufacturing (AM), also referred to as 3D printing. AM is already used to make some niche items, such as medical implants, and to produce plastic prototypes for engineers and designers. While 3D printing for consumers and small entrepreneurs has received a great deal of publicity, it is within manufacturing that the technology could have its most significant and lasting commercial impact.
The existing metallic AM processes able to produce engineering structures are the following:
- Powder bed These systems use a closed chamber with pre-placed metal powder which is then locally melted using either a laser or electron beam.
- Blown powder systems. These systems direct a stream of metal powder into a laser beam which, in turn, is moved by a motion system and components are produced in a freeform manner.
- Wire + arc additive manufacture (WAAM) systems. These systems are based on conventional or modified weld cladding technology combined with a motion system in which components are produced in a freeform manner. This process can be combined with interlayer cold work, such as rolling, to provide materials with properties beyond those of forged or wrought materials.
- High deposition wire-based systems. These systems are primarily based around an electron beam in a vacuum chamber with multiple wire feeds, which are then moved with a scanning electron beam to produce components in a freeform manner.
These different technologies all have their own strengths and weaknesses, and therefore are not found regularly competing for specific applications. A comparison of the pros and cons of each technology can be more easily perceived using a spider diagram.
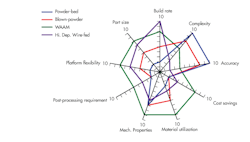
Analysing the requirements of a metal large scale engineering structure, the most important features required from the process are:
- Mechanical properties
- Build rate
- Build envelope
- Cost savings
Therefore, it is clear from Fig. 1 that the process of choice for producing a metallic large scale structure is WAAM. Typically, the WAAM process is carried out using one or more standard industrial articulated arm robots combined with part manipulation.
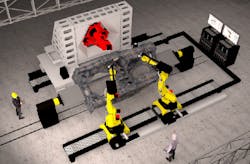
Figure 2 shows the manufacturing of a commercial aircraft aluminium inner wing rib using two robots and a part manipulator. Using two robots both doubles the build rate and increases the build envelope. Both the build rate and envelope can be further scaled up if required.

As highlighted in Fig. 1, all metal AM processes have some post-processing requirements. WAAM only requires finish machining, as material integrity is inherently high and has no defects; also provided everything was done correctly. However, parts are generally built with typically 1 mm of extra material over all surfaces to allow for the scalloped surface profile of the WAAM process (typical depth of this is 0.4 mm). Figure 3 shows an outboard landing gear rib in titanium. The detail of the surface finish can be observed, as well as a part with machined surfaces.


Currently, the deposition, measurement, and finishing is done at different stages and on three machines, which greatly increases the cost and time of production. After manufacture by WAAM, the component is then measured for form, transferred to a CNC milling system, relocated, and finish machined. The prime motivation for the manufacture of parts using the WAAM process is cost saving.
Therefore, there is a major requirement for the development of a WAAM based machine that produces large scale finished engineering structures. For WAAM + subtractive machines there are two basic options: either integration of the WAAM deposition process into a modified CNC milling system or the addition of a second robot to carry out the finishing process.
The robotic solution is preferred as it has the following benefits:
In comparison, the CNC option has significant limitations:
- Both parallel manufacturing and multi-head deposition are difficult to implement, so that the system will still be inherently serial in nature.
- Only modest cost and production time savings will be obtained, compared to doing processes serially on multiple machines. However, this is dependent on the machine.
- The build envelope will be restricted unless a large system is employed, but then the capital investment required increases dramatically. This especially holds true if interlayer cold work is required to get high level mechanical properties.
- Like all metal AM processes, WAAM needs to be done in a relatively clean environment in order to achieve high-quality material. If milling is done on the same machine in an enclosed environment, deep cleaning of the entire enclosure would be required before deposition could be resumed. The situation would be even more severe if any cooling liquids were required for the finishing operation.
The WAAM process, combined with articulated arm robots, has a proven capability for the manufacturing of large parts, with high integrity and cost benefits of more than 50% compared to conventional machining processes.
A group of organizations from six countries (Belgium, the UK, Denmark, Spain, Germany, and Portugal) has joined efforts to develop a Large Additive/Subtractive Integrated Modular Machine (LASIMM) based on a scalable open architecture framework with associated software, enabling full parallel manufacturing. The machine will feature capabilities for AM, subtractive manufacturing (SM), cold-work, metrology and inspection.
These processes will need to be implemented in a symbiotic and smart way to achieve the multiple goals of high productivity, flexibility, structural integrity, and superior performances. The long-term goal is a system capable of producing fully finished, inspected and quality assured components straight from computer-aided design (CAD) models at a high productivity rate.
One feature of the machine lies in its capability for parallel manufacturing featuring either multiple deposition heads or concurrent addition and subtraction processes. To ensure that the surface finish and accuracy needed for engineering components are obtained, a parallel kinematic robot is employed for the subtractive step. A key aspect is the information and communication technology infrastructure and toolboxes needed to program and run the machine.
With additive manufacturing, companies in aerospace will see material wastage reduced, resulting in reduced costs and lead times for raw material. In addition, reducing material use has environmental benefits. By using less material, the carbon emissions are reduced from producing materials such as titanium.
The possibility of creating spare parts on-demand will also have an impact on the aerospace sector. In addition, the potential for reducing the lead times on large steel components from years to days will also improve manufacturers’ flexibility. These benefits will greatly affect profitability of the oil and gas and renewable energy sectors. The lack of limits on part size, and the possibility to increase part complexity, will also enable new aesthetic horizons for architecture. Some components could be made directly on the building site, reducing delivery costs as well as environmental impacts from shipping.
The equipment will be modular and scalable, and can be tailored to different needs depending on its desired use and applications. The number of industrial and parallel kinematics motion robots, as well as part positioners, can be decided to match the production specifications.


LASIMM is a highly ambitious concept, which will culminate in the world’s largest metal hybrid machine (AM+SM), capable of producing high quality finished components directly from a CAD drawing. LASIMM has received funding from the European Union’s Horizon 2020 research and innovation program under grant agreement No 723600. For more information, please visit www.lasimm.eu.

About the Author
E. Assunção
Deputy Director
A. Cereja
Project Manager
F. Martina
Lecturer in Additive Manufacture
S. Williams
Head of Welding Engineering and Laser Processing
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: