The Competitive Value of Machine Safety

Machine safety is not a new concept, but we are starting to see how it unlocks a host of previously untapped production benefits. From long experience working with machine builders, we are sure about one thing: Machine safety goes far beyond safe machine operations. It’s a catalyst for productivity and a source of valuable data that can help streamline shop floor operations.
In this article, we will approach machine safety holistically: We will outline how safety can improve productivity and provide considerations for designing safety functions into machines. Specifically, we will look at how machine safety is used as a competitive advantage by machine builders and how safety data can be used to foster shop floor transparency.
The competitive value of machine safety
1. How safety functions improve productivity
In addition to providing workplace security to employees, implementing safety procedures and software increases overall productivity in multiple ways.
Improved machine uptime. Safety functions reduce downtime, increase productivity, and speed up operations by negating the need to power off the machine when in a safe state. Since the machine does not need to be powered-up again to restart production, downtime normally lost in the restart process is reduced.
Easier troubleshooting. Safety functions aid in troubleshooting by using safety-Ethernet protocols, such as CIPSafety on Sercos. With safety-Ethernet protocols, all the safety data is transferred in the same wire along with the motion commands. Because the safety data and non-safety data are in one channel, the protocol aids with troubleshooting and allows the user improved awareness of the entire system’s functions.
Now, machine builders can accomplish the necessary safety requirements with fewer components and less wiring, making commissioning much faster. Integrating safety diagnostics will also help users identify wiring errors by clearly indicating the location of the inputs/outputs that are causing the fault. Additionally, using the same software for commissioning, programming, and troubleshooting make it easier for the user to manage the project.

Machine safety is used as a competitive advantage by machine builders and safety data can be used to foster shop floor transparency.
Scrap reduction. Safety functions improve scrap reduction by putting the machine in a safe state, which stops the machine’s operation and holds the material in its place. By stopping the process in a controlled manner instead of abruptly interrupting the process by just cutting power or E-stop, the machine can continue production without having to realign material and scrap the material that was restricted when safe state was activated.
Reduced floor spacing. By using motor-integrated technology with safety functions, the footprint of a machine can be drastically reduced while simultaneously increasing machine efficiency. Cabinet-free technology provides the necessary features to make the machine lean, safer, and more productive. Additionally, shorter reaction times allow the machine to reach safe state quicker, reducing the necessary distance to reach a protected area.
Increased operator safety and efficiency. At the forefront of machine safety is the machine operator’s safety. If safety is applied correctly, not only will it keep the operators safer, but the efficiency of the machine will also be increased. For example, if an operator is injured during production, the machine cannot continue to run because it needs to be stopped for an injury investigation. Implementing safety functions reduces the chances of this scenario happening, resulting in a safer environment in which employees can feel confident and where production runs uninterrupted by injury investigations.
While operator safety should always be the main concern, safety for the machine shouldn’t be overlooked. A machine with the capability to run in a safe-state, even during normal operation, will help protect the machine from mechanical or electrical damage. If an operator accidentally sets the wrong machine speed, the incorrect setting could result in damaged internal components, forcing the machine to stop. Safety functions aids in preventing this error and more from stopping production, damaging the machine and maintaining operator’s safety.
2. How safety systems work: finding a safety solution that works for you
As safety technology advances and more options become available, deciding on the right safety solution for your company’s application can be a daunting task. Here’s a breakdown of how functional safety systems work and which implementation adds the most value to your application.
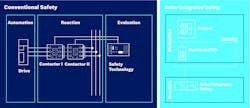
Drive-integrated safety functions. In the past, safety functions were realized with additional hardware components like contactors or redundant electromechanical safety devices. The result: Machines and production lines had to be shut down in hazardous situations, leading to long and costly downtimes.
Drive-integrated safety brings more flexibility to the shop floor by reducing the electromechanical footprint and components of machines. Furthermore, it simplifies troubleshooting and wiring, as safety-relevant signals can be transferred via the automation bus SERCOS. Drives perform continuous safety monitoring with control-reliable safety action inside the drive (through dual-channel safety inputs). Safe stop of the drive can be done without disconnecting the main power, which means faster restarts and less downtime.
Selecting the right drive-based safety solutions mainly depends on the required machine functions and interactions with operators. For machines with minimal functionality or operator interaction, we recommend a safety solution that puts the machine in a safe state—for example, the axis will not move because the power to the motor is safely interrupted and the necessary safety signals are directly connected to the drive. For this scenario, drive-integrated safety technology with Safe Torque Off (STO) is the ideal solution.

Machine safety unlocks a host of previously untapped production benefits.
For machines that require more functionality or operator interactions, such as Safe Limited Speed (jogging), servo drives with safe motion functions would be the recommended solution. One benefit of servo drives with safe motion functions is that the necessary safety signals are directly connected to a zone module which brings very rapid response times of just 2 ms upon triggering of the internal monitors. Furthermore, it eliminates the need for additional external safety components. Multiple modules can be used to separate safety zones.
Alternatively, safety signals to the servo drives with safe motion can be realized via an Ethernet communication protocol. The advantage of using servo drives with safe motion is evident when the drive is in safe state. The drive can monitor itself and ensure that the motion from the control is within the safety parameters. With this technology, there is no need to go through a safety control since everything is done at the drive level where the motion is created.
Centralized or decentralized safety? Drive-based safety can be realized with central or decentralized/distributed safety controls.
Benefits of centralized safety. Centralized-safety PLCs are a solution that can be joined with a motion/logic PLC. When the entire motion/logic program is combined with the safety program, the whole application is contained in a single project, making the commissioning and troubleshooting process easier.
With centralized safety PLCs, centralized safety controls can be networked together to share safe and non-safe data between controls if required for the application. These controls use remote safety input/outputs (I/O) technology, which gives the user freedom to locate safety I/O around the machine.
An advantage of having remote I/O is that the I/O can be either safe I/O or standard I/O on the remote module, making it easier to start-up and reducing labor costs.
Benefits of decentralized safety. Decentralized safety solutions include remote safety PLCs with easy-to-use function block programming to set conditions of safety I/O to achieve a safe state. A remote safety PLC is the ideal solution for distributed control machines, like transfer lines, because it allows individual control of the complete line. This means the safety control is independent of the motion control, allowing programmers to use separate PLCs for motion and safety. Remote safety PLCs can also be networked, providing a path for safety information to be shared among stations within a machine or separate machines.
3. What are the key considerations for designing safety into machines?
First steps to get started:
Today, the need for integrated safety is an important aspect of automation machines. Safety for the user or operator is the main concern, but there are other points to be considered. Many times, a machine builder or manufacturer will acknowledge the need for a safety function, but they don’t know how to get started.
Questions such as “What safety functions?” and “How can they be implemented while staying within industry safety standards and protecting production?” hinder and slow down the implementation process. Implementing safety functions on a machine is a unique process for every company. A good start for implementing safety functions would be to conduct a risk assessment.
Do a risk assessment. This service identifies the necessary protective measures for risk reduction. The limits of the machine are determined, the hazards on the machine are reviewed, and the risk estimate and risk evaluation are defined. The measures taken for risk reduction are understood for implementation.
Define trigger events. The next recommended step would be to define trigger events and what happens in those events. Manufacturers may notice that opening a guard door makes an axis stop or breaking a light curtain and will make the machine run at a slow speed.
Define safety function. Now that the trigger events are identified, manufacturers will know what will happen if safe zones are interrupted. They need to figure out how these functions are going to be accomplished. There isn’t a one-size-fits-all implementation process, but here are a few good starter questions: Will a safety PLC be used? Will the safety be in the drive? Will it be a combination of PLC safety and drive safety? Will it have a centralized or decentralized safety PLC?
These answers will depend on the safety functions required and the number of safety I/O of the machinery. Depending on the number of safety I/O required safety functions and logic decisions/combinations, the customer can determine which scalable solution fits with the application.
4. Smart safety for shop floor transparency: making use of safety data
The Industrial Internet of Things (IIoT) is most often thought of as a means to collect data to increase machine or process efficiency. The early portions of this article laid out the benefits of deploying safety technology as a way to increase the overall efficiency of the process. With IIoT and Industry 4.0 technology, safety data can be analyzed and turned around to provide a safer environment for the worker.
One way to use data to improve safety necessitates having data about the operator available. By using operator data such as biometrics, training levels, and even language skills, the machine can be programmed to react to the unique characteristics of its user in order to provide the safest environment for individual operators. Repetitive motion injuries and ergonomic issues can be resolved by having the machine react to the operator’s height or reach. Certain procedures or operations can be limited according to the operator’s training level, and digital instructions can be adjusted to accommodate the operator’s native language or preferences.
As safety technology advances and more options become available, deciding on the right safety solution for your company’s application can be a daunting task.
Additionally, data can also be used to validate the risk assessment. One variable in calculating risk is judging the likelihood that a hazardous event will occur. In other words, probability times the severity of the event equals the overall risk. In new designs, an educated estimate is often made by a qualified designer to set the protection level around specific circumstances or mechanics around the machine.
By tracking events on a machine, once the machine is in operation, the risk assessment can be verified over time to prove the efficiency and effectiveness of the safety system, or the data can reveal that the initial risk assessment was wrong and needs to be re-evaluated.
5. Summary
The benefits of safety technology extend beyond keeping workers safe. Ultimately, integrating safety is not a daunting financial investment when the productivity benefits of applying safety functions is considered alongside employee satisfaction. The return on investment may depend on the industry application and products manufactured.
As machinery and employees must work together, operators can only work efficiently and achieve maximum productivity if the safety technology does not slow them down. Finding safety standard compliant safety products, such as the ones offered by Bosch Rexroth, help machine builders and manufacturers achieve machine safety requirements within the United States and abroad while increasing productivity and profitability.
Joaquin Ocampo is product manager, drives, motors, and safety at Bosch Rexroth. Allen Tubbs is product manager, Internet of Things at the company. Tim Loria is a certified functional safety professional, also at Bosch Rexroth.

About the Author
Joaquin Ocampo
Product Manager, Drives, Motors, and Safety
Allen Tubbs
Product Manager, Internet of Things
Tim Loria
Certified Functional Safety Professional
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: