What Engineers Should Know about Zinc-Nickel Coatings

The development and practical application of electroplated zinc-nickel alloy coatings began during the 1980s, and its acceptance and use have grown slowly but consistently ever since. So Zn-Ni coatings are not as widely used as other traditional protective coatings. This is unfortunate and likely due to the fact the process and the benefits it brings are subject to some misconceptions. The truth is, Zn-Ni coatings offer manufacturers valuable options for meeting ever-increasing regulatory, warranty, and performance requirements that affect their products.
New regulations, for example, are encouraging more auto, truck, and small-engine designers to consider it more seriously. It has also been adopted widely by the aerospace industry and is increasingly being used to protect heavy construction and agricultural equipment, as well as components and devices of all kinds that are exposed to environments that lead to excessive corrosion.
Here’s a look at the nature and benefits of Zn-Ni electroplated coatings, and how they benefit real-world applications.
Benefits of Zn-Ni Coatings
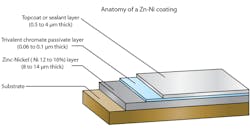
Zn-Ni alloy coatings (usually composed of approximately 85% zinc and 15% nickel) are electroplated on carbon steel as a protective coating in a process similar to the way zinc coatings are applied. Zn-Ni coatings typically consist of 8 to 14 µ m layer of 12 to 16% nickel alloy next to the substrate topped by a 0.06 to 0.15 µ m trivalent passivate layer and a 0.5 to 4.0 µ m top coat layer.
There the similarities end: Zn-Ni alloy coating significantly exceeds the protection offered by other coatings in three main areas:
• It offers greater corrosion protection.
• It provides more wear resistance in moving parts
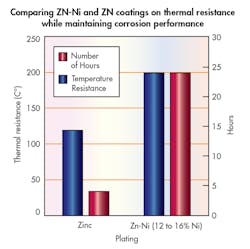
• It limits thermal stress to parts subjected to higher operating temperatures.
In the electroplating process, Zn-Ni coatings also have good throwing power (the ability to plate in recessed areas on parts with a complex shapes) to better coat blind holes and recessed areas.
Here is a brief summary of its benefits:
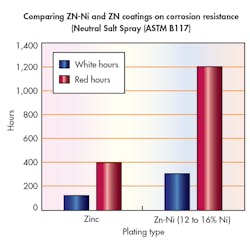
Corrosion protection: As a true alloy, Zn-Ni coatings are proven to provide two to three times more corrosion-resistant protection than zinc-only coatings. Furthermore, the crystal structures of Zn-Ni deposits are a uniform single structure that creates a thin, consistent protective layer across the entire surface being coated. Zn–Ni coatings provide corrosion resistance equal to or greater than cadmium coatings and they eliminate the risk of carcinogenic exposure that creates a concern for people working with cadmium-coated components.
Aluminum substrate parts have become more popular for automotive components. Due to aluminum’s differing electro-potential when in contact with steel, aluminum parts are subject to attack by galvanic corrosion. Fortunately, accelerated corrosion tests show that Zn-Ni coating also protects against this galvanic-induced corrosion.
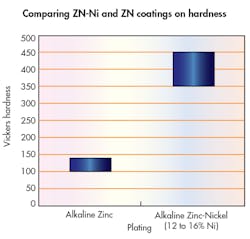
Increased wear resistance: A hard, thin-film Zn-Ni coating has a consistently smooth finish that increases wear resistance both through its hardness and by producing a surface that virtually eliminates irregularities, reducing both friction and opportunities for abrasion. On the Vickers hardness scale, parts coated with Zn-Ni reach 450, compared to less than 150 for zinc-coated parts.
Thermal stress relief: Zn-Ni coatings provide added protection against thermal stress. As a result of regulatory requirements, today’s automotive engines, for example, are smaller and tend to run at higher operating temperature. This creates thermal stresses on other components within the engine compartment, and Zn-Ni coatings have been found to reduce the effect of that stress. Tests show, for example, that components coated with Zn-Ni retain their corrosion resistance despite exposure to thermal stresses in temperatures up to 200°C, as opposed to zinc-coated parts, which resist thermal stresses up to only 120°C without losing corrosion resistance.
These laboratory tests reveal that Zn-Ni coating offers a unique set of qualities not found in other electroplated or traditionally applied coatings. Experience has shown that these qualities play a significant part in extending the life cycle of equipment and structures.
The smooth, hard, consistent surface finish of the coatings means they continue to provide excellent corrosion protection even after being formed or bent after coating. They also provide an excellent base for subsequent painting or powder-coated finishes.
Success with Zn-Ni Coatings
Zn-Ni coatings can provide a much higher degree of substrate protection, which means they can resist the stresses that inevitably shorten the working life of everything from equipment with moving parts to buildings and infrastructure. Some industries, including automotive and aerospace, have already widely adopted these coatings. Others, such as manufacturers of construction and agricultural equipment and electrical transmission structures, are beginning to take advantage of them to protect the value of their products. Agricultural and construction equipment is continually exposed to weather and often to corrosive fertilizers, herbicides, and road chemicals. These are large, expensive pieces of equipment that often sit for long periods yet need to be ready to jump into action without unexpected maintenance.
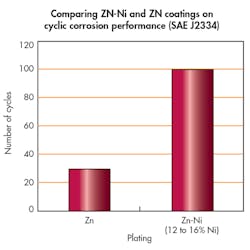
Zn-Ni coatings are ideal for applications where corrosion protection is essential, from automotive, agricultural, and construction equipment to electrical transmission equipment, as well as bolts and fasteners on bridges and other structures exposed to weather. In SAE J2334 Cyclic Corrosion tests, a much more stringent test than a simple salt test, parts coated with Zn-Ni outperform zinc coated parts by a factor of four. This level of protection on bolts securing a bridge girder could extend the life of that critical part by a factor of years.
As European and American regulators require longer life for vehicles, Zn-Ni provides a significant advantage for manufacturers by protecting parts from corrosion. Similarly, as aging infrastructure is replaced or repaired, the use of these coatings on fasteners and other structural elements helps ensure longer life for those structures.
Automotive manufacturers and their component suppliers have been pioneers in adopting Zn-Ni coatings. They have begun applying them to the undersides of hoods and other engine-compartment structures to protect them from the heat, as mentioned earlier. They also coat fasteners used in wheel wells and other exposed areas of vehicles requiring increased abrasion and corrosion protection. This extends the life and appearance of those parts and reduces warranty claims. This is a significant benefit as warranties continue to cover vehicles for longer and longer periods.
Automotive manufacturers and their suppliers have also taken advantage of a Zn-Ni coating’s ability to increase wear resistance, a critical factor in extending the working life of parts that experience constant wear stress, yet must perform successfully, such as brake calipers.
Zn-Ni electroplated carbon steel can also be used to replace more expensive materials used to fight corrosion. In many industries, machinery manufacturers have turned to stainless steel to increase corrosion resistance. Carbon steel with a Zn-Ni coating performs as well, can reduce the weight of components, and helps in controlling costs.
Similarly, in aerospace applications where manufacturers have used cadmium coatings on landing gears, fasteners, and fittings for critical corrosion protection, Zn-Ni coatings provide the same level of protection or more while eliminating concerns about carcinogenic exposure and meeting longer warranty requirements.
Where Not to Use Zn-Ni Coatings
Although Zn-Ni coatings are valuable and successful in overcoming many challenges, they may not be the answer for some applications. For example, metal components not exposed to excessive wear and corrosion, or thermal stresses do not need the added protection this high-performance coating provides. In many cases where less protection is needed, there are other, lower-cost coatings that will do the job.
However, though the No. 1 advantage of Zn-Ni coatings is enhanced protection against damaging corrosion, even parts not exposed to weather, moisture, chemicals, or other corrosive forces benefit from the coating’s other properties. It is wise, therefore, that designers carefully evaluate their requirements for a finish and the level of protection needed when making a decision.
Those evaluations should also weigh economic considerations. For example, parts that will see the stresses Zn-Ni protects against but which can be easily and cheaply replaced, or non-critical applications, as well as parts not expected to have extended functionality may not be good candidates.
In another case, highway guardrails are continually subject to the corrosive challenges of harsh weather, road salt, and damage to their protective coatings by the occasional collision. But given their replacement value, traditional hot-dipped galvanizing is probably still the most cost-effective way of protecting them. That’s because a thicker galvanized layer can be applied at a lower cost because the rails have no critical dimensions.
On the other hand, moving parts within machines that are not exposed to strong causes of corrosion might not seem to be candidates for a higher-cost coating. But those parts are also subject to wear and possibly heat stresses. It might be justification for electroplating them with Zn-Ni to give them a thin, smooth, hard coating that protects against such forces, maximizing their productive lives and minimizing system downtime needed to replace them. The decision in such cases turns on the critical importance of the part to the machinery and the importance to the company of avoiding downtime and keeping production running. The cost to the company of a downed line while waiting for a replacement can quickly justify the expense of a coating.
Factors companies need to consider when making these decisions might also include the stress level the part faces and how easy it is to replace without stopping the line for a lengthy time.

Growth Areas for Zn-Ni
Corrosion is a concern for all structures or components exposed to weather. It shortens the functional life of critical components and their failures can take an entire structure or machine out of use. That need for protection is probably the primary driver of future growth potential for Zn-Ni coatings.
For example, these protective coatings are beginning to be used on electrical power-transmission line components at risk for weather-induced corrosion. These components are essential to the power grid and the public’s continuing access to power. The use of these coatings will therefore inevitably increase as their role in reducing failures is better understood.
There is a growing use of the coating for fasteners on bridges and other structures exposed to weather, road salt, and other chemicals. As the current national focus on restoring the infrastructure translates into actual projects, there will be opportunities for Zn-Ni coatings to dramatically extend the working life of those structures.
Small engine and structural components for lawn, garden, and snow-removal equipment are also exposed to both weather and corrosive snow melt and garden fertilizer chemicals and can also benefit from ZN-Ni’s protection.
Railroad rolling stock and rail-bed components are exposed not only to weather but also to corrosive chemical cargo that contacts railcars and can spill onto the rail bed. Ships and watercraft face similar challenges.
The installation of solar panels continues to grow rapidly and their roof-mounting hardware includes metal frames and supports that require protection.
Clearly, as designers and manufacturers become more familiar and comfortable with Zn-Ni alloy coating and the benefits it offers, application opportunities will continue to grow.

Misconceptions about Zn-Ni alloy Coatings
Misconceptions surrounding Zn-Ni alloy coating have likely limited its use across a wide range of industries. Even when engineers and designers explore the technology and view test results such as those in this article, concerns about two areas in particular may prevent them from using them:
• The cost of Zn-Ni coating can be as much as five times that of other electroplated coatings.
• Controlling the Zn-Ni electroplating is difficult and can add significantly to a project’s cost.
In fact, the cost of zinc-nickel coating, measured over the life of a coated component and factoring in the value of that extended life, is not significantly more than that of other electroplated coatings. It is this “value vs. cost” equation that successful users of Zn-Ni alloy coatings have found more accurate.
And controlling the process requires only standard operating procedures and practices that are no more onerous than those used for other electroplating processes.
Engineers and designers may be concerned that this higher-quality coating may require more time-consuming and specialized preparation of parts to be coated. In fact, the Zn-Ni alloy coating process itself, and prepping parts for it, are similar to those for electroplated zinc coatings.
Our two companies—Gatto Industrial Platers and Dipsol of America—have been intimately involved for 20 years as collaborators in multiple successful applications of this technology. We have seen the benefits it has brought to companies by extending the working life of the coated pieces and the systems they were part of. It will continue to be adopted across an increasing number of industries.

Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: