GFCI-Protected Circuits: Don’t Get Tripped up by VFDs
This article has been updated Jan. 18, 2023.
The proliferation of affordable and readily available semiconductors in the industrial space has enabled many innovations, making things easier for manufacturers overall. This is particularly true with the introduction of variable frequency drives (VFDs). Historically, you were stuck with a fixed speed on a prime mover or limited to using non-efficient, cost-prohibitive devices. The advent of VFDs has allowed for an easy, efficient, low-maintenance and cost-effective means for controlling that speed. This added level of control of the prime mover has made equipment operation more efficient and improved automation.
VFD use continues to grow in the OEM space for small and mobile equipment, which needs to be plugged into a single-phase outlet or in a commercial setting where three-phase power is less accessible. Examples include mobile pumping units, hose crimpers, lifts, actuator-driven devices, fans/blowers or any application where a motor is the prime mover and varying that motor’s speed would improve that equipment’s operation. Aside from the benefits of variable speed control, this increased use is driven by VFDs’ ability to use a single-phase power source while outputting a three-phase, current-controlled supply to the motor.
These may seem like small features at face value, but they hold much value, particularly for small-batch production. Outputting three-phase power means that standard three-phase induction motors can be used. These motors are both cost-effective and widely available. Control of the current can allow for many features that aid in the controllability of the motor, but it also allows you to avoid the inrush current that typically comes when starting an induction motor.
In context, when sourcing from a standard duplex 120V 15A receptacle, you would typically cap the motor size at ¾-hp to avoid nuisance tripping. When using a VFD, a 1.5-hp motor can be used in the exact application sourcing from the same plug. Doubling the available power of your prime mover in a situation like this can have obvious benefits for the functionality or capacity of a piece of equipment.
Together, these benefits make VFDs an ideal way to control motors on small OEM equipment. This has also been recognized by VFD manufacturers, who have started adding features such as expanded IO (additional/configurable inputs and outputs) and basic logic control. Some go as far as integrating CODESYS-based and motion control programming platforms directly into the VFD. These additions mean that many VFDs are an ideal platform for controlling the motor speed and operating the equipment, eliminating the need for an additional onboard microcontroller.
Understand the Limitations

When a critical threshold is identified, the device assumes that an operator is possibly being shocked, and the circuit is interrupted to protect the potential victim. Because they are so commonly used in the market and VFDs are known to trip GFCIs, this can be a large issue for OEMs.
The reason that VFDs commonly trip GFCIs has to do with VFD construction and how it mimics an AC wave. A VFD can best be thought of in three parts. The first is the front end, which consists of a rectifier circuit. This takes incoming power and rectifies it from AC to DC. After the rectifier comes the DC bus, which feeds the final stage of a VFD: the inverter. This last part uses power from the DC bus to emulate a three-phase AC waveform that will power the motor. The issue that leads to VFDs tripping GFCIs is most closely associated with this inverter stage. This is because of the high-frequency harmonics caused by the solid-state switches that can lead to ground currents, also known as “common-mode noise.”
To understand common-mode noise, you need insight into how VFDs imitate a three-phase AC waveform. First, the frequency of the mimicked waveform is not what develops the noise. Rather, the problem is the switching frequency (also known as the carrier frequency) used to develop the waveform.
In a typical (grid-supplied) three-phase sine wave, you will always have a zero-sum after adding up all three potentials at any given point along all three waveforms. This is because each wave is 120 deg. out of sync. The concept can best be pictured as a circle divided into three equal sections (like a pie with three large slices) with a mark placed at the circumference where each region interfaces. If you centered that circle on a set of Cartesian coordinates with the center set at zero, the top of the circle at 1 and the bottom at −1, the same would be true.
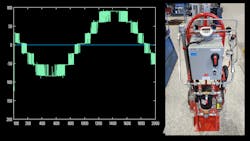
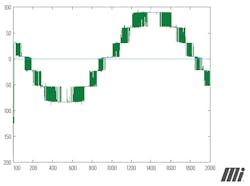
As you spin that circle, you will find that the sum of all three points will always equal zero at any time. This is analogous to what you would see when charting three-phase power; likewise, this happens as you turn a three-phase generator in real time. The common-mode noise issue comes into effect as the waveforms generated by an inverter do not sum to zero in this same manner.
These waveforms do not sum to zero because most inverters use a multilevel chopper circuit to mimic or approximate the waveform. Because of this rough method, the difference between the actual waveforms as charted in real-time will not sum to zero. This leads to a difference of potential at any given instance and will lead to capacitive induced currents. These currents will seek a path to ground, which can trip a GFCI device.
Minimize the Impact
There are several ways to minimize the impact of common-mode noise. The first is to lower the carrier frequency. These frequencies typically range from 1 to 13 kHz and are programmable through the VFD’s parameter set. The lower the frequency, the smaller currents will be.
Next, you should keep the cable run from the motor to the VFD as short as possible and, if needed, use shielded cable. Long leads introduce more capacitance into the circuit, making things worse. You can also consult with your VFD manufacturer; some are introducing output chokes and low-leakage filters, which will make for superior VFDs in this application.
If the VFD is equipped with a standard filter (not the low-leakage type), consider removing it. Most VFDs will have a switch or screw that can be moved or removed to isolate the filter from the circuit, which can also help. Finally, evaluate your control mode. Most drives have an option to perform an auto-tune on startup or measure the stator resistance. These activities can lead to a trip, so select an option that avoids adding such complications. An option such as “fixed boost” will often help prevent these issues.
Understanding the factors that lead to GFCI nuisance tripping will help you avoid the problem. It is often not a matter of following just one of the above recommendations; sometimes you need to find the right combination for your application and the specific VFD used.
Based out of Calgary, Ian Miller, P.Eng. is a national services business development manager for Motion. He has over a decade of hydraulic and electrical experience in the field, including system design, troubleshooting, on-site installations and technical training/support. Discover more VFD solutions at Motion Ai.
About the Author
Ian Miller
National Services Business Development Manager, Motion Canada
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: