Aluminum-powder DMLS-printed part finishes race first

The annual Formula Student Germany is an international competition that encourages university students from all over the world to build single-seat formula race cars that are faster and better engineered than those made by contenders. It’s not the team with the fastest car that wins. Rather, the contest gives students credit for best overall engineering, construction, performance, and budgeting.

Recently, engineering students of Rennteam Uni Stuttgart improved their Formula Student Germany car (and won the Formula Student Germany overall competition) with a revamped version of a key component of their car, the knuckle. Also called the axle-pivot or spindle, the knuckle is a solid one-piece linkage that connects the vehicle’s axle, bearings, and brake system. It is also the pivot point of the steering system and wheels.
The weight the knuckle represents is a good portion of the vehicle’s unsprung mass. Unsprung mass is the sum of the weight of parts that aren’t supported by the suspension. It’s important to minimize unsprung mass because of F = ma: The higher the unsprung mass during acceleration, the more force is exerted on the passengers, body of the car, and everything else supported by the suspension. Excessive forces on the suspension springs degrade vehicle handling.

To mitigate these risks and minimize unsprung mass, knuckles need to be lightweight yet rigid. Heavier wheel mounts move less than lighter ones and won’t absorb as much vibration. Knuckles must also be rigid enough to withstand the forces and momentum from the wheels. Rigidity ensures stability and prevents fractures or deformation.
Striking a balance between weight and rigidity can be difficult. The Uni Stuttgart team had moderate success with aluminum knuckles, but using precision casting to make the part left room for improvement. For starters, the geometry of parts made by classic precision casting is severely restricted to castable forms. That’s why Rennteam Uni Stuttgart sought new ways to manufacture the steering stub axle, according to Yannick Low, a Rennteam Uni Stuttgart member. In the end, they decided on a 3D-printing technology called direct-metal laser sintering (DMLS) to build a better-optimized knuckle.

The young engineers got access to DMLS software and machines through EOS GmbH, Krailing, Germany, a company that specializes in e-manufacturing solutions in the additive-manufacturing sector, and their partner company, Within Technologies Ltd., London, U.â K., which designs software specifically for additive manufacturing. The Rennteam identified two design objectives. The part needed a big hole to let it slip onto the axis. And once it was mounted, it had to be fixable. The students keyed parameters into the Within software including weight requirements and stiffness. Then they used FEA to identify high-stress areas.
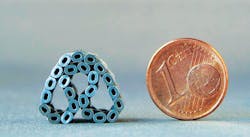
The Rennteam’s new knuckle looks similar to previous cast versions, but is solid in areas where strength is needed and hollow in less critical areas. Overall, the new design is 20% more rigid, and 1.45-lb lighter than the casted version — a 35% weight savings on the part. DMLS was the only method capable of producing a part this complex and optimized.
“The 3D-printing machine honed powdered-metal granules with a laser, layer-by-layer, into the part,” explains Nikolai Zaepernick, automotive business-development manager at EOS. The laser-sintering machine starts by applying a thin layer of powder to the platform; to build the knuckle, the Uni Stuttgart team used EOS’s AlSi10Mg aluminum powder. Then, a powerful laser beam melts the powder by scanning cross sections at the points defined by the CAD model. Controls continuously lower the platform as the laser melts each layer of powder to the layer below. Though DMLS traditionally produces prototypes, a growing number of engineers are using it like the Uni Stuttgart team to create final parts.

Compared to casting, additive manufacturing offers more flexibility and freedom of form. It reduces development and production time. In contrast, casting limits forms because some shapes won’t cool evenly. Plus casting needs molds or forms, which complicates the manufacture of parts. The 3D-printing production process from design through fabrication eliminates a lot of tolerance stackup (or accumulation over multiple steps). DMLS lets designers make parts with tolerances of 50 µm. That said, designers can refine 3D-printed aluminum-powder parts using several finishing processes, including machining, welding, spark erosion, polishing, micro shot-peening, and coating.
3D printing sets up shop in the powder industry
The Powder Injection-Molding (PIM) industry has estimated sales of nearly $1.5 billion and could potentially double over the next five years. The PIM industry includes:
- MIM — metal injection molding
- CIM — ceramic injection molding, and
- CCIM — cemented-carbide injection molding.
May 18th to 22nd in Orlando, Fla., the Metal Powder Industries Federation (MPIF) and APMI International will cohost the PM2014 World Congress on Powder Metallurgy & Particulate Materials. This show happens once every six years. This year, two specific industry conferences will be colocated at the event. One is the Tungsten, Refractory & Hardmaterials Conference, and a new event, the Additive Manufacturing with Powder Metallurgy Conference.
Sessions will cover testing and evaluation, mechanical alloying, powder-distribution effects, novel materials, net-shaping processing, surface hardening, and, of course, the use of powders in 3D printing. Because metal-injection molding (MIM) in micro sizes is always a crowd pleaser, microlaser-sintering (MLS) technology promises to dominate throughout the event.
Just like DMLS, MLS uses a laser to build 3D parts — layer by layer — from metal powders, using CAD models to automatically guide the process.
In related news, 3D-Micromac AG, Chemnitz, a maker of highly efficient laser-micromachining systems, and EOS GmbH, have founded 3D MicroPrint GmbH, a joint venture to promote practical use of MLS. Engineers from 3D-Micromac and EOS have been working on the technology since 2006, but work to leverage MLS in manufacturing began in earnest at a German research institute just this year.
MLS works with layer thicknesses of less than or equal to 5 µm, focus diameters of 30 µm or better, and powder-particle size of less than 5 µm. Parts printed with this level of detail can be printed as movable assemblies. And by switching out nozzles, the technology can target applications for the automotive, medical-device, jewelry, and moldmaking industries.
Resources:
Formula Student Germany 2014 competition
Rennteam Uni Stuttgart
About the Author
Lindsey Frick
Associate Editor
Lindsey has been an Associate Editor for Machine Design since 2012. She holds a Bachelor of Science in mechanical engineering from Cleveland State University. Prior to joining Penton, she worked in product design, packaging, development and strategy, and manufacturing. She covers the materials market and other areas of interest for design engineers such as 3D printing and methods to operate efficiently.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: