Ultrasonic Technology Seals the Deal

From the time thermoplastic films were first developed, they have made heat sealing a mainstay for packaging designers. It has been adapted widely for sealing everything from thin-wall food and snack bags to clamshell packages for hardware, electronics, and many other applications. But as heat-sealing technology has matured and packaging materials have evolved, package designers have come to recognize some limitations in this common and widely used packaging method.

With application challenges arising and ordinary heat sealing processes not delivering as hoped, more and more package engineers are looking at alternatives. Chief among them is heat sealing’s more sophisticated and adaptable cousin, ultrasonic welding. There are a host of reasons why many are considering this option, including:
• Contamination due to failed seals, leading to leaks and packaging losses.
• Inadequate control and repeatability of the heat-seal process.
• Increased demands on production driving higher packaging line speeds and faster processing.
• Changes in packaging materials due to cost, performance, or environmental factors.
• Long times spent changing packaging lines, resulting in lost time and productivity.
• Concern about high electrical consumption and cost.
Whatever the challenges may be, it is important to understand the basic process and performance differences between heat seals and ultrasonically welded seals.
Heat vs. Ultrasonics
Heat seals are simple: Package material or film surfaces are held together, and heated sealing bars are applied on one or both sides. Heat flows (conduction) from the bars through the material to the seal interface, where the mating surfaces melt to form a bond. Conduction sealing controls are straightforward, with temperature, pressure, and dwell time selected based on the melt characteristics of the thermoplastics being joined.

Ultrasonic welding also joins thermoplastic films and materials, but it generates and applies heat and pressure differently. It generates heat by applying a vibration with a precise frequency and amplitude between the surfaces of the thermoplastic layers. The frictional heat melts the interior of these surfaces and, under pressure, creates a permanent bond.

Understanding Ultrasonic Welding
In ultrasonic welding, electrical energy is converted into sound energy for heating. Ultrasonic vibrations are created by a series of components—the power supply, converter, and booster, plus a vibrating tool (also called a horn or sonotrode)—that delivers high-frequency mechanical vibrations to two parts, or mating surfaces.
The power supply takes a standard electrical line voltage and converts it to an operating frequency (in this illustration, 20 kHz).
This electrical energy is sent through an RF cable to the converter. The converter uses piezoelectric ceramics to convert the electrical energy to mechanical vibrations at the operating frequency of the power supply. This mechanical vibration is either increased or decreased based on the configuration of the booster and horn. The proper mechanical vibration, known as amplitude, is typically determined by an application’s engineer and based on the thermoplastic materials being welded.

In the welding/sealing process, the parts being sealed are first put under a mechanical load, generally with a pneumatic actuator that holds the booster and horn. The horn sends mechanical vibrations to the interface between the material surfaces and creates intermolecular and surface friction. This friction creates heat and a subsequent melt between the two parts, which solidifies into a welded bond.
As noted, traditional heat sealing is controlled by a relatively simple, time-tested formula: heat energy (temperature) + pressure + time. All three of these factors must be tightly controlled for maximum consistency. Any variances in temperature or dwell time raise the potential for either insufficient sealing or for melt-through or burn through.
Ultrasonic welding expands the range of control available to create a seal because, within the time required to make a seal, it enables greater and more precise variation in the way heat energy is applied to the sealing surfaces. The main control parameters in ultrasonic welding are shown below:
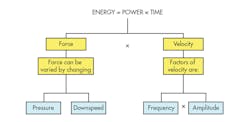
Amplitude, the peak-to-peak movement of the horn, is the dominant parameter; it has a significantly greater impact on the weld than the other parameters. This motion, coupled with the force generated by pressure and downspeed, creates the mechanical waves of energy that result in friction, melting, and bonding of the surfaces.
Ultrasonic welding controls let amplitude be profiled and change during the sealing process, with higher amplitude to initiate surface melt followed by lower amplitude(s) to control the viscosity of the molten material as the seal is compressed and completed. Precisely regulating the melt temperature at the seal interface is impossible with heat bars used in heat sealing processes, whereas ultrasonic welding opens up a wider range of possible solutions for challenging sealing problems.
Like heat sealing, ultrasonic welding processes may use open-loop, time-mode controls. However, when better consistency is required, ultrasonic welding can employ several closed-loop control approaches. These control methods adapt weld parameters to allow for part-to-part or surface-to-surface variances typical in mass production. For example, in the energy mode or method, the ultrasonic weld control measures the power draw required by the weld and adjusts process time to deliver a precise energy input, measured in joules (Watts/sec).
Two other ultrasonic weld control methods require a linear encoder to measure motion. Absolute control measures the total travel of the actuator and horn into the sealing surfaces, while collapse control measures the difference in height between the sealing surfaces at initial contact vs. the end of the weld.
Ultrasonics Advantages
Packaging engineers considering ultrasonic welding as an alternative to heat sealing are often driven by a variety of factors. These include:
• Eliminating seal failures due to contamination. Some products leave residues on sealing surfaces that can become encapsulated within conventional, static conduction heat seals, resulting in contamination, leaks, or failures. These include many food and beverage products, leafy produce, and powders, as well as feeds, viscous liquids, and oils and greases.
The vibratory motion of ultrasonic welding not only heats the sealing surfaces, it also first vibrates potential contaminants out of the seal area. For example, with thermal seals, product particles can get caught on sealing surfaces, potentially compromising them. With ultrasonics, the vibratory action and pressure not only cuts through any large pieces of a product (e.g., produce leaves), but also disperses smaller fragments and moisture out of the seal areal. This improves seal repeatability and reliability.
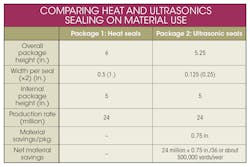
• Reducing material consumption and cost. A snack food packager making snack bags (6-in. size) consumes about 1 in. of total package length to produce two conventional heat seals per bag (0.5 in. each on top and bottom). Two comparable ultrasonic welds require just 0.25 in. of total package length (0.125 in. each on top and bottom), resulting in a savings of 0.75 in. (0.375 in. × 2) in material per bag with the same net product volume.
• Increasing sealing process speed/cycle rates. Ultrasonic seals can be completed in as little as 150/msec, so cycle times for ultrasonic sealing typically do not present a bottleneck to increasing overall package cycle rates. No cooling time is required either, so sealing rates of up to 110 packages/min. are possible. By contrast, heat-seal cycles must not only complete the heat seal, but also give the melted plastic a brief cooling/set-up period to solidify, making them significantly longer.
• Need to handle temperature-sensitive products. For heat-sensitive or potentially flammable products, including spirits and lubricants, the high external temperatures and longer cycle times involved with heat-seal bars can pose a risk of exceeding the product’s flashpoint. This problem is eliminated with ultrasonics. Similarly for heat-sensitive electronics, ultrasonic welds create strong, repeatable seals in a fraction of a second, with the heat energy constrained to the interior surfaces of the packaging material and away from the electronics.
• Reducing changeover times and improving process flexibility. If packaging demands can shift rapidly, ultrasonic welding equipment lends itself to rapid changes in production because tooling is always “cold.” When needed, operators need only swap out the converter, horn, and anvil/fixture to suit the new production requirements; input the proper process parameters to weld controls; and resume production. In contrast, conduction heat sealing equipment needs a cool-down period before the heat bars can be safely handled. Following changeover, they need a warm-up period to bring the new heat bars to proper sealing temperatures.
• Reducing energy costs. Conduction heat-sealing systems must be continually powered and maintained at a precise operating temperature, so they consume relatively high amounts of energy. For example, consider a packaging line producing 100 welds/minute over two eight-hour shifts per day. A typical conduction sealing process would require four 500-W cartridge heaters (2,000 W/hr or 32,000 W/day) to continuously maintain seal-bar temperatures.
An ultrasonic welder of the same capacity would be equipped with a power supply rated at 1,500 W. But this rating represents the unit’s peak power rating—typically not its continuous power consumption. This is because ultrasonic welds consume power only in short bursts, about 200 msec/weld, or about 20 seconds per minute of power consumption on a line running at 100 packages/min. So, an estimated power savings of 25% is extremely conservative, assuming continuous operation of the ultrasonic welder. Typical power consumption is likely to much lower, given the nature of ultrasonic welding.

Ultrasonics' New Packaging Options
Here are several examples that illustrate how ultrasonic technology is playing a critical role in the success of product packaging design for manufacturers, points-of-sale outlets, and consumers alike.
Beverages in flexible, multi-layer film packages. Pocket Shot Spirits developed an unbreakable easy-open, pocket-size “bottle” of spirits for on-the-go travelers, golfers, and ports and outdoor enthusiasts. But sealing the 50-ml flexible plastic pouches with a combination heat-seal, cold-seal process proved inconsistent at high production speeds, resulting in leaks that reduced process yields.
So, Pocket Shot considered ultrasonic sealing. Ultimately, an ultrasonic horn-anvil combination was developed using FEA software that precisely matched the contoured sealing surfaces at the top of the Pocket Shot package. The ultrasonic process sealed through the top of the three-layer film package despite the presence of alcoholic residues.
At the same time, the process supported production speeds of up to 35 packages/min. with high repeatability. The ultrasonic action of the horn disperses the alcohol out of the seal area and lets the plastic melt without the risk of triggering the flashpoint of alcohol.

Recycled PET clamshell packages. To meet regulatory requirements, Kwik, a company that makes outdoor products, decided to retire its clear, tamper-resistant PVC clamshell packages in favor of recycled PET packages. It also wanted to continue using its already installed base of ultrasonic welding equipment. But RPET proved far more difficult to weld with conventional ultrasonics, leading to melt-through or cracking. A customized horn-anvil combination, together with an innovative stitch-weld design, fixed the problem. The finished machine produced weld seams stronger than the RPET packaging material.

On-the-go dispensing packages. Hikers and outdoor enthusiasts eat a lot of nutritious nut-butter products, but typical product jars and lids are heavy, make it difficult to spread their contents on crackers and bread when on-the-go. Yumbutter designed a lightweight, squeezable plastic pouch that eliminated the need for lids, jars, and even utensils. However, oily product residue trapped in the package’s heat seals led to leaks, throwing the viability of the innovative package into question.
Ultrasonic seals saved the package design. Their high-frequency vibration displaced foods and contaminants from sealing surfaces before bonding them together. To demonstrate the package’s durability for the outdoors, Yumbutter founder Adrian Reif says, “We actually use a ‘stand’ test at the end of line, and literally stand on selected packages to ensure a quality seal. There have been no failures.”

Slicing through tricky cutting problems. Sometimes, ultrasonic technology plays a role in product manufacturing, in addition to packaging. That’s because ultrasonics can also be used in cutting equipment for food manufacturers. They replace traditional mechanical blades with ultrasonically vibrating blades that cut precisely through sticky foods such as caramel and cheese; delicate foods like angel food cakes; crusty foods like bagels and granola bars; or food ingredients like nuts, raisins, and fillings.
Ultrasonic vibrations in the blade results in minimal surface friction while dramatically increasing cutting speed, extending blade life, and reducing downtime for cleaning by up to 90% compared to conventional knife-cutting equipment.

Michael Mediana
Emerson’s North American Segment Manager, Packaging, Textile and Food Markets
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: