Stereolithography: Still Popular After all These Years

There are so many reasons to love stereolithography (SLA). This 3D printing process keeps improving every decade, expanding its capabilities and applications with each iteration. Although its roots lie in technology from the 1970s, the first practical commercial SLA printer, 3D Systems’ SLA-1, didn’t hit the streets until 1987.
Its popularity is buoyed in part by its ability to print parts with high precision and detail in a wide range of materials. Beyond that, by its very nature, 3D printing offers the ability to print parts with incredibly complex geometries, something that might not be possible with injection molding or CNC machining.
READ MORE: 8 Tips for Designing 3D Printed Parts
How SLA Works
SLA relies on lasers to do the heavy lifting. Parts are built within a pool of liquid thermoset resin. Paper-thin layers of the resin are solidified using an ultraviolet (UV) laser that draws atop the surface, based on part design. As each layer is completed, the part is lowered. Then fresh, uncured resin is swept over the preceding layer.

The process repeats until the part is finished. After that, parts undergo a UV-curing cycle to fully solidify the part’s outer surface and add any additional surface finish requirements.
READ MORE: Replacement Parts are a 3D Print Away
Resins that Resonate
One of the great things about SLA is its choice of materials. ABS, polypropylene and polycarbonate are all popular materials in the CNC machining and injection molding worlds.
While SLA doesn’t precisely offer those, it does offer materials that closely match their specs. These ABS-like, PP-like and PC-like materials offer a range of qualities. Here are some materials that are typically used for SLA:
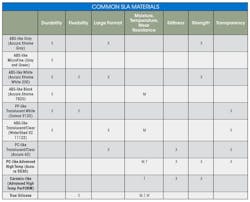
The second material in the table, ABS-like Microfine can create parts with micro-resolutions. At Protolabs, Microfine produces parts with minimum feature sizes of 0.0025 in. (0.0635 mm).
True Silicone is especially important to the medical profession. It has the plusses of molded silicone but offers 3D printing’s core capability to print complex geometries.
SLA is a plastic 3D printing process that uses a thermoset liquid, not a thermoplastic, which is UV-cured in layers to form final parts. Because of this major difference in fabrication methods, material properties like tensile strength, heat deflection and flexural modulus may differ from SLA’s more traditional counterpart.
Furthermore, SLA produces anisotropic properties where the values for X, Y and Z axes may differ depending on the orientation of the build—a consideration unique to 3D printing processes.
Designing for Stereolithography
Normal, high and micro-resolutions are available, providing layer thicknesses ranging from 0.004 to 0.001 in. and part features as small as 0.002 in. This means very fine details and cosmetic surfaces are possible, with minimal “stair stepping” compared with printed parts built by processes like fused deposition modeling (FDM).

Also, because of SLA’s superior resolution, it’s an ideal process for prototyping microfluidic devices. If designing a protein sensor, micro-pump or lab on a chip, for example, SLA prototyping might be just the ticket.
Stay away from extremely small holes as well, because the relatively high viscosity of the photo-curable resin used with SL can pose challenges during the post-build process. If inventing a newfangled angel hair pasta strainer—one with holes smaller than 0.005 in.—SLA is probably not the best choice for a prototype.
Thin walls should be monitored as well. The lid for a high-tech sandwich container, for example, should have walls no less than 0.030 in. to 0.040 in. thick.

Bear in mind that temporary structures might be created to support the part during the build process, but these are removed prior to delivery and typically little evidence of their existence is found.
The workpiece might be oriented differently to facilitate a better build, in which case the cosmetic appearance of some surfaces can be affected—if certain cosmetic features on the part require an elevated level of surface finish, indicate those surfaces when submitting a design.
READ MORE: Additive Manufacturing Innovations Drive Industry Forward
Finishing Options for SLA Parts
Speaking of smooth surfaces, most industrial 3D printers offer plenty of finishing options for SLA parts. Customers often opt for light sanding to remove the aforementioned nibs left from supports, followed by a fine bead blast. Parts can also be shipped “as-is” and will show some evidence of the support structures.
There are also several coating choices available: SLA parts can be prone to long-term exposure to UV light, but encasing a part in SLArmor, which is a lightweight, ceramic-filled nickel plating, will keep the part stable for an extended period. Additional options include painting (with color matching and masking services available), clear coat, texturing and even custom decals are also possible.
As for preferred 3D CAD file formats for SLA, most commercial CAD systems can generate STL files, the native format of any SLA machine, but STP is preferred. Avoid the freeware STL generators littering the internet. Some tend to create incomplete STL files, which results in additional rework time and delayed production.
SLA plays a key step in the design process. It bridges the gap between digital models and machined or injection molded parts, giving people the ability to touch and feel prototype designs within days. Costly mistakes can be avoided, development costs reduced and better products built in the long run.
Alex Lothspeich is a 3DP applications engineer at Protolabs.
About the Author
Alex Lothspeich
3DP Applications Engineer, Protolabs
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: