3D Printing Manufacturing Aids Equal Smarter Production

A manufacturing aid is any device, platform, tool, jig, or fixture used to enhance, speed up, perfect, or fix a manufacturing or assembly production. Manufacturing aids range from simple assistors, like a ruler, to complex holding fixtures with multiple functions designated to a single object. Fundamentally, a manufacturing aid should lower production costs, whether it’s through speeding up production to provide more output in less time with less labor, decreasing errors through increased accuracy controls, or simply streamlining an assembly line.
Typically, a manufacturing aid is produced through machining or by hand. However, the cost of both processes has traditionally decreased the aid’s value to a project. Because of their high costs manufacturers wait to use tools, jigs, and fixtures until after the products have received all improvements and changes that can cause inefficiencies in production.
In contrast, additive manufacturing does not require excessive labor. It is capable of producing complex and involved parts through automated software, and its layer-by-layer build process allows for complex features without the cost of hard tooling. Therefore, the introduction of additive manufacturing—or 3D printing—into the production and assembly line has provided certain advantages that, in many ways, have led to a renaissance on the assembly floor. The economical manufacturing of aids, jigs, fixtures, and tools has been shown to lower production costs and help a product’s bottom line.
Common 3D-Printed Jigs and Fixtures
A fixture is a common manufacturing aid used mainly during assembly or product testing. Basically, a fixture can incorporate any number of features that designate locations for drilling, alignment, artwork placement, and other mechanisms. 3D printed fixtures include:

1. Calibration fixtures, which regulate the position and depth of a feature (Fig. 1).
2. Shim fixtures, which align part components for even assemblies (Fig. 2).

3. Test fixtures, which can assuage the functional performance of a certain assembly or entire part by incorporating precision testing devices on a single platform.
- Drill fixtures, which hold a part in place and support a design during drilling. By locking a part in place, movement is eliminated and evenly spaced holes are achieved repeatedly.
- Assembly line fixtures, which can be anything integrated into an assembly line, including pick-and-place fixtures for quickly putting components together for a final product, or more complicated alignment uses for threading screws or gluing.
- Holding fixtures, which are commonly used during transportation and storage.
Through these fixtures, assembly and post-processing work is condensed into a controlled, repeatable process that results in higher output with better accuracy. 3D printing significantly impacts fixture creation through affordable rebuilds and alterations in design; a fixture can be re-printed overnight with slight variances as a product evolves, without a huge cost or time investment.
3D Printing for Manufacturing Aids, Jigs, and Fixtures
Additive manufacturing allows engineers to test and make design adjustments without a capital investment in hard tooling. The lack of tooling makes it ideal for one-off parts like custom manufacturing aids. Two of the more popular 3D printing processes used in the creation of manufacturing aids are Fused Deposition Modeling (FDM) and Laser Sintering (LS).
FDM deposits heated filament, similar to a hot glue gun. FDM can create complex parts using water-soluble support material to provide more design freedom. The LS process melts designs in a bed of powdered material that negates physical supports allows for intricate, interweaving, no-access features. Both LS and FDM processes use engineering-grade plastics with heat, smoke and toxicity ratings, chemical resistance and even materials with Federal Aviation Regulations (FAR) 85.853 ratings.
Plastics used in LS and FDM processes are also lightweight compared to machined metals traditionally used for manufacturing aids. Thanks to design freedom, 3D printing allows for consolidated features, thereby reducing the total number of components and amount of material necessary to build complex parts. These material properties, along with a history of performance in the transportation, aerospace, and other high-impact fields, have made FDM and LS valuable processes for end-use part manufacturing.
While FDM excels at executing manufacturing aids with large flat surfaces, LS is most commonly used in the production of manufacturing aids requiring organic and curving shapes. Because LS builds in a chamber just below the melting point of the plastic, it is more susceptible to warping than the FDM process, which makes it less ideal for flat surfaces. However, LS is able to create support-free builds—making it more ideal for curving, fluid shapes—and is a great solution for fixtures, ducts, pipes, and other rounded or curving products that have a more organic and free-form shape (Fig. 3).
Not all 3D printing technologies are suited for manufacturing aid applications. Vat photopolymerization processes (e.g., Stereolithography) use materials with very low tensile strength and low elongation, typically resulting in brittle parts. Since the technology uses UV energy to cure the material, the resultant product is highly susceptible to degradation from light over time. In other words, it has a much shorter shelf life than other 3D printing technologies.
Additionally, vat photopolymer resins have low heat deflection and will warp in hot temperatures. Therefore, unlike FDM and Laser Sintering, vat photopolymerization cannot withstand the repeated use required for a durable manufacturing aid.
PolyJet, or inkjet-based printing, is similar to vat photopolymerization in that it uses UV energy to cure material. However, PolyJet technology has slightly more robust materials when compared to vat photopolymer reins–including digital-ABS, a material with high heat deflection and tensile strength. While PolyJet has a shelf life similar to vat photopolymerization, it affords some niche uses as a manufacturing aid. Because it can build small parts in just a few hours, PolyJet is sometimes used as a prototype manufacturing aid or tool for projects requiring immediate feedback.
While these niche applications don’t rule out PolyJet altogether, it isn’t a standard go-to manufacturing aid process because it does not afford the ruggedness of FDM or LS. In addition, it’s susceptible to heat and UV degradation over time.
The final major 3D printing process of note is metal powder bed fusion through Direct Metal Laser Sintering (DMLS). DMLS creates end-use, dense metal parts used heavily in aerospace and energy applications. It has mechanical properties commonly found in casting procedures. However, DMLS is not ideal for the production of manufacturing aids. The process requires somewhat intensive post-processing labor and can be expensive, which makes it less ideal than LS or FDM for manufacturing aids.
Reducing Production Costs, Meeting Market Demand
Design changes to a new product have inhibited the adoption of improvements in manufacturing aids in the past. There was a strong aversion to machining a unique aid for a product which might significantly change over time. However, with 3D printing, jigs and fixtures for a new product can be implemented over night. With a simple change to a 3D CAD file, a new tool or aid can be printed for a price that doesn’t inhibit efficiency.
While the design advantages of 3D printing are renowned throughout most of the manufacturing world, the cost savings of 3D printing are perhaps less well-known. It’s easy to amend this knowledge gap by looking directly at successful case examples from manufacturers who use 3D printed manufacturing aids to transform their production processes, resulting in smarter manufacturing methods.
Stratasys Mojo
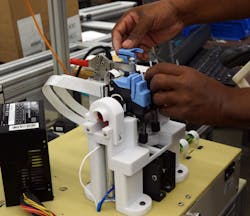
One example of the ease with which a 3D printed manufacturing aid can adapt quickly is within the assembly and test fixtures for Stratasys’ Mojo desktop 3D printer (Fig. 4).
When assembling the Mojo Head Socket, a test fixture was 3D printed with Stratasys’s Fused Deposition Modeling (FDM) using ABS plastics. The parts hold the socket head in place while precision tests are performed. The fixture is made up of multiple 3D printed parts in order to allow parts to be switched out as the Mojo design evolved.
Whenever any part of the Mojo socket changed, the fixture design was immediately updated and printed through its services division, Stratasys Direct Manufacturing, without the need for drawings, quotes or purchase orders to get the fixture updated. Changes were implemented seamlessly, allowing for assembly and testing of the Mojo socket to continue unabated. Production maintained speed while assuring accurate products were tested and fitted properly.
BMW
Another example of the cost savings of an optimized manufacturing aid is in BMW’s assembly hand tools, also made with FDM. BMW uses FDM with ABS thermoplastic to produce ergonomic handheld assembly devices and fixtures (Fig. 5).

The 3D printed devices are up to 72% lighter than conventionally produced metal manufacturing aids. The weight reduction translates to a better experience for workers, who use the 3D printed aids and tools hundreds of times a day.
In this case, BMW uses FDM as an assembly and test fixture for attaching bumper supports and fixture magnets. These aids incorporate tubes that bend and curve in a fashion which would be very difficult or costly to produce without additive manufacturing. FDM fixtures result in improved productivity, process repeatability, and worker comfort.
(BMW FDM Fixture Aids Cost Assessment)
Rutland Plastics
Many manufacturers find FDM one of the more versatile and economical options for manufacturing aids because it has a wide range of rugged material options, including PC, ABS, ULTEM 9085, and ESD-Safe materials. But as was mentioned earlier, PolyJet has some niche applications for this field. PolyJet offers unique advantages through its ability to print in elastomeric materials. Its “soft touch” surfaces to offer support to delicate surfaces.
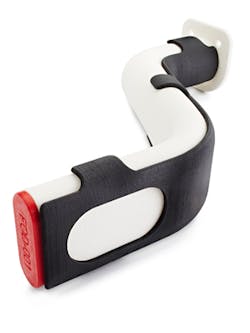
For example, Rutland Plastics appreciates PolyJet multi-material printing for use as a holding fixture (Fig. 6).

Rutland Plastics uses PolyJet to print in rigid white material with flexible black over-molded surfaces and inner features. The flexible black material showcases built-in work instructions. The rigid material aids in durability while the flexible material provides a soft touch surface for Rutland’s products that have glossy, cosmetic surfaces.
Rutland estimates that PolyJet aids have saved them roughly $600 when compared to a CNC machined holding fixture. While PolyJet is not a durable option for long-term manufacturing aids, it can be an ideal solution for short-use fixtures because it can print a new part within hours and provides elastomeric options.
Additional 3D Printing Applications
Tooling is another production support 3D printing can fulfill. FDM’s ability to maintain large, flat surfaces and build strong parts with engineering grade material has made it a staple in the production of tooling for custom packaging products.
FDM is used in the production of tooling for foam urethane casting. FDM tools are that are built in 1-2 days to cast foam products (Fig. 7).

FDM tools made with ABS thermoplastics eliminate hard tooling with quick turnaround and can achieve the same level of quality foam parts. They are also capable of casting foam ranging in densities, from 4-32 lbs./cubit ft. for flexible foams and rigid foams used in conformal insolation and packaging.
Another industry FDM has successfully permeated over the past five years is in the production of custom paper pulp tooling (Fig. 8).

{kind=link}
FDM replaces machined, manually screened, or machine transfer tools for 1 and 2 molded paper pulp packaging. FDM tools can be built in two to four days, and 87% or better decrease in in lead time (based on a typical 31-day lead time for machined tools). Benefits of 3D printing paper pulp tools include negligible direct labor, multiple complex tool iterations, lower cost tool production, and lightweight alternatives to conventionally machined tools.
Rather than machining a tool, drilling holes and shaping a screen over the mold, FDM paper pulp tools incorporate mesh directly into the design and print of the tool, eliminating multiple costly steps and labor intensive processes. FDM tools are suitable for 30,000-plus uses and can withstand intense vacuum pressures.
The Big Picture
3D printing isn’t just transforming manufacturing through design freedom and low cost complexity: It’s decreasing production costs, saving manufacturers hundreds of thousands of dollars each year through manufacturing aids that provide better accuracy control, speedier assembly and testing, and custom packaging to protect new products. Whether through in-house practices or outsourcing, the capabilities inherent in manufacturing aids are endless—and the potential bottom-line savings enormous.
About the Author
Bill Camuel
Project Engineer Manager
Bill Camuel, Project Engineer Manager, Stratasys Direct Manufacturing. www.StratasysDirect.com
Bill “Cam” Camuel is project engineering manager at Stratasys Direct Manufacturing, an indirect subsidiary of Stratasys Ltd. and a provider of additive and advanced manufacturing services. Bill has spent 25 years in manufacturing, with roles in engineering, technical training, and sales.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: