Which Metals Are Best for 3D Metal Manufacturing?
In this article, a brief introduction to commonly used metal and alloy powders for additive manufacturing (AM) is given. In addition, the reader will gain a basic understanding of metal structure, metallurgy, properties, and state-of-the-art in-process quality control measures used to reliably influence the performance of a part in service. For a more rigorous study of the AM process, structure, and properties of metallic components, the reader is referred to a recent review article1 and the comprehensive overview book on the fundamental elements and processes used to 3D print metal.2
A Review of Structure, Chemistry, and Metallurgy
To begin, the most commonly used metal and alloy powders for laser- (L) and electron beam- (EB) assisted AM powder-bed fusion (PBF) processes are aluminum-, titanium- and nickel-base alloys as well as stainless and maraging steels, principally because they have been historically prescribed for use in commercial and consumer products. Other lesser-known metals include copper alloys, bronze, precious metals (such as gold and platinum), cobalt-chrome alloys, and refractory metals.
However, today, the manufacturing of high-quality powder for AM remains a critical challenge due to its high surface area, susceptibility to oxidation, and ultimately, the ability to detect the effects of such anomalies on part quality during the AM process. The final quality of AM parts is significantly influenced by the characteristics of the starting materials,3, 4, 5 which include:
- Shape
- Size distribution
- Surface morphology
- Composition
- Flowability
Powder particle sizes for laser powder-bed fusion (LPBF) are typically in the range of 10-60 µm and 60-105 µm for electron beam powder bed fusion (EBPBF).
The quality of the starting material also depends on the manufacturing process used to create it. Powders are mainly made in four ways:
- Gas atomization (GA)
- Rotary atomization (RA)
- Plasma rotating electrode process (PREP)
- Water atomization (WA)
Once again, for an in-depth discussion of each method, the reader is referred elsewhere.6, 7, 8, 9, 10 It is enough to say that each method produces powder with differing characteristics, and each method is best suited for different metals, AM processes, and applications.
It is further instructive to understand that metallic powders form by combining atoms into metallic elements to form shapes out of metal that are typically shiny and conduct heat and electricity. When a collection of metallic atoms forms an element, and when molecules are arranged in a pattern that repeats in three dimensions, a crystal structure results. Metals and alloys have just such a crystal structure, which is typically cubic in shape. By further adding molecules to a base crystal, a grain structure—also known as a microstructure—results.
Microstructures are what give each metal and alloy its distinctive characteristics and properties.
With knowledge in hand about the form of metals, a little further information about chemistry and physical metallurgy of metal alloys is required before having a discussion on properties. First, as with any processing of metal alloys, chemical reactions play an important role.
For perspective, one example of chemical reactivity (albeit a slow and low-temperature one) is rusting in steel, which describes the undesirable reactivity of iron with oxygen and moisture. As metal alloys experience increased temperatures, reactivity also typically increases; think liquid or molten metal pools. Other detrimental chemical reactions can occur when metal alloys are exposed to hydrogen and nitrogen, particularly at elevated temperatures. Therefore, it is important to protect molten pools during AM processing using inert shielding gases such as argon to avoid the deleterious effects of unwanted chemical reactions.
Secondly, pure metals are rarely used in commercial products, whereas alloys are more commonplace. Specific alloys result when combining primary metals like aluminum or iron with smaller amounts of metallic or non-metallic elements to obtain specific properties like strength, ductility, hardness, or corrosion resistance. Finally, it is important to understand that the thermal history of metal or a part. In the case of AM, the thermal history or heating and cooling cycles of the liquid metal pool are critical to controlling the microstructural evolution, and ultimately the properties of the metal and the part’s performance.
Influencing the Material Properties of Metal Alloys
Now that a basic knowledge of structure, chemistry, and metallurgy has been gained, it is important to understand how these influence the physical, thermal, and mechanical properties of metal alloys. Density and color are typical physical properties used every day to help distinguish one metal alloy from another. As for thermal or mechanical properties of AM-processed metal alloys, the current database is limited, yet expanding rapidly as commercial producers gain experience with AM and share knowledge.
To put this into perspective, the existing materials database for conventionally processed metal alloys has taken more than 100 years to compile, with many contributors from several countries. The single most important thermal property of metal is the melting temperature, and for alloys this is known as the melting range (as it solidifies over a temperature range). Other important thermal properties include thermal expansion, conductivity, and radiance. With respect to mechanical properties: Strength, ductility, toughness, hardness, and fatigue are just a few out of many used by designers today to match AM part performance with an intended service environment. All these mechanical properties are dependent on the metallurgical response of a metal alloy on the process.
In the case of AM, while a detailed explanation of the metallurgical response and the mechanical properties of AM parts is beyond the scope of this article, it is enough to say that the AM process conditions, particularly the thermal history, drive the resulting microstructure and mechanical properties of metal parts printed using AM.
Finally, it’s time to discuss powder characterization. Properties related to powder characterization include flowability, cohesiveness, density, porosity, morphology, shape, chemistry, and purity. The requirements for metal powders for AM are typically more stringent as the powder characteristics are critical for a consistent and repeatable process. Flow characteristics, particle size, and shape are different for each powder production method. Chemical purity issues can result if powders are not properly monitored in the AM processing environment by measuring the presence of key factors in metal powder contamination.
Powder hoppers, sieves and blenders—even the AM production area—must be analyzed to give real-time control of production quality.
Thermal History and Quality Assurance
As mentioned previously, the thermal history experienced by a metal alloy determines the microstructure of the metal, which in turn determines the mechanical properties of the metal alloy and contributes to the performance of the part in service. So it’s also helpful to understand In-Process Quality Assurance (IPQA) within the overall “big picture” context of manufacturing process deployment, as one of many methods that may be used to assure maximized Return on Investment (ROI).
Viewed as a tactical tool in assuring optimal process ROI, the performance of IPQA can be objectively compared against other Quality Assurance (QA) tactical methods, and the best tool or combination of tools can be rationally deployed to assure acceptable process ROI. Selection and application of a demonstrably high-performance QA tactical suite is the heart of a proactive “QA Planning” approach to process ROI.
Figure 1 shows an example of how deployment of quality assurance methods can be viewed in the context of the overall life of a product produced by a process. The “timeline” basis of Fig. 1 shows that many tactics may make up an overall strategy for assuring product quality, and each may contribute to the success of the strategy at different points in the life of the process.
Also implicit in the strategic structure shown in Fig. 1 is the statistical basis of the term “assurance”—specifically, the ISO-defined use of the term “adequate confidence” in the definition of QA as “All those planned and systematic activities implemented to provide adequate confidence that an entity will fulfill requirements for quality.”
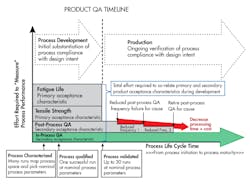
1. Schematic illustration of a product QA timeline.
Used in this way, the term “Quality Assurance” becomes more a proactive, comprehensive, and process-focused methodology that allows prediction with “adequate confidence” (i.e., “Assurance”) of product conformance to defined acceptance requirements (“Quality”), and less a reactive method that only detects and segregates (“Sorts”) nonconforming product. The strategy shown in Fig. 1 combines “pre-process” (e.g., process validation), IPQA and Post-Process QA (PPQA) tactical methods as “planned and systematic activities” (“QA Tactics”) into an overall QA effort that allows future process performance to be both predicted and confirmed.
An example of QA tactical flow that combines in-process and post-process QA Tactics is shown in Fig. 2. This tactical deployment structure illustrates the use of IPQA to reduce product post-process inspection frequency. Used in this way, IPQA reduces overall manufacturing process elapsed time by screening PPQA inspection input. Although employed here as a discriminator, since it evaluates and accepts product in parallel with the process execution and observes the entire process execution, IPQA is intrinsically superior to a “PPQA-only” process flow, which only sorts product. IPQA-assisted processing is faster since any nonzero fraction of process output that IPQA accepts reduces PPQA inspection time, and therefore overall process time. Also, since PPQA can only inspect product condition at a fixed point in time, and can’t be used to interrogate the process or locate process anomalies in time as IPQA can, more actionable information about the process/product is available with IPQA-assisted processing.
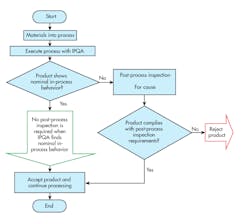
2. Illustration of combination in-process and post-process QA tactics.
These are some of the most important considerations for any company that is involved in 3D metal manufacturing—both in terms of the choice of metals to be used as well as the available processes for ensuring the quality of the finished product. As this disruptive technology rises in popularity, these will be among the critical issues to be assessed by those deploying 3D metal printing.
Mark J. Cola is co-founder of Sigma Labs, Inc., a provider of quality assurance software under the PrintRite3D brand and a developer of advanced, in-process, non-destructive quality assurance software for commercial firms worldwide seeking productive solutions for advanced manufacturing.
References
- DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO, Beese AM, Wilson-Heid A, De A, Zhang W. Additive manufacturing of metallic components–process, structure and properties. Progress in Materials Science, 2018, vol. 92, pp. 112–224.
- Milewski JO. Additive Manufacturing of Metals, Springer Series in Materials Science 258, Springer; 2017.
- Karlsson J, Snis A, Engqvist H, Lausmaa J. Characterization and comparison of materials produced by Electron Beam Melting (EBM) of two different Ti-6Al-4V powder fractions. J Mater Process Technol 2013;213(12):2109–18.
- Zhao XM, Chen J, Lin X, Huang WD. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Mater Sci Eng A 2008;478 (1–2):119–24.
- Sames WJ, List FA, Pannala S, Dehoff RR, Babu SS. The metallurgy and processing science of metal additive manufacturing. Int Mater Rev 2016;61 (5):315–60.
- Anderson IE, Figliola RS, Morton H. Flow mechanisms in high-pressure gas atomization. Mater Sci Eng A 1991;148(1):101–14.
- Bourdeau RG. Rotary atomizing process. US Patent 1983; No. 4415511.
- Champagne B, Angers R. REP (Rotating Electrode Process) atomization mechanisms. Powder Metall Int 1984;16(3):125–8.
- Ozols A, Sirkin HR, Vicente EE. Segregation in Stellite powders produced by the plasma rotating electrode process. Mater Sci Eng A 1999; 262(1–2):64–9.
- Seki Y, Okamoto S, Takigawa H, Kawai N. Effect of atomization variables on powder characteristics in the high-pressured water atomization process. Met Powder Rep 1990;45(1):38–40.

About the Author
Mark J. Cola
Co-founder
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: