Choosing and Using Structural Adhesives


Structural adhesives can join parts without interfering or detracting from their finish or aesthetics like welding or mechanical fasteners.
There are several reasons why structural adhesives are chosen for a wide variety of assembly operations. Unlike mechanical fasteners, they don't damage substrates by needing drilled holes, and there's no heat distortion (a risk with welding). They can also join dissimilar materials without galvanic corrosion, work with different geometries, and don't concentrate stress at a few localized spots, thus increasing fatigue resistance. And after the joining processes, structural adhesives don't require refinishing steps or leave protrusions, so they are aesthetically more pleasing.
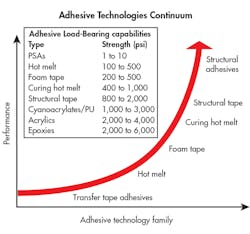
Compared to other types of adhesives, structural adhesives have the highest load-bearing capabilities; boast excellent environmental and chemical resistance, with no solvent emissions to deal with; and come with a range of cure times and properties. They cure in an irreversible process which helps provide excellent temperature and solvent resistance. They also do not need access to air to dry or cure, nor moisture like one-part silicone and polyurethane sealants.
In fact, structural adhesives have such a wide range of characteristics that engineers may have difficulty selecting which structural adhesive to use. Compared to other adhesives, however, structural adhesives are less intuitive to use and their performance is widely affected by processing decisions. Here are some tips on choosing structural adhesives and how to handle processing decisions.
Selecting a Structural Adhesive
Talking with suppliers' technical engineers or outside consultants can provide insights regarding structural adhesives. However, in many cases, preliminary decisions are made before talking with others, or else applications are too sensitive to discuss with outsiders. In these cases, there are a few general principles for choosing structural adhesives.
The first is that structural adhesives should be chosen based on the application's performance and processing requirements. Once these are known, the next step is choosing the adhesive which most economically meets those requirements.
Here are some of the application requirements that should be considered:
Operational conditions
Temperature: how hot or cold?
Humidity: Will the joint be exposed to rain or saltwater?
UV exposure: Will the joint be exposed to the sun, and can UV radiation penetrate the substrates and reach the adhesive?

Chemical resistance
What fluids—such as motor oil, gasoline, diesel fluid, and jet fuel—will come in contact with the joint?
Will the joint be cleaned frequently with detergents, which are weak acids and bases?
Will any specialized chemicals come in contact with the joint? And will contact be continual (such as in a filter) or only occasional?
Cleanliness and environmental issues
Do any regulations come into play regarding toxicity or disposal? Will the adhesive be used in food packaging or a medical device?
Is the part being bonded sensitive to outgassing, ionics, or corrosion like electronics and optics are?
Mechanical challenges
Will the bonded part be subject to high impact or vibrational forces?
How high are the stresses on the bondline? And what types are they?
The general answers to these will help determine which type of structural adhesive should be considered. Specific answers will help focus on which specific products should be chosen based on manufacturers’ data sheets and application test results.
Regardless of how structural adhesives are chosen, they should be tested before any final decision is made.
Types of Structural Adhesives
Structural adhesives, which are categorized by their chemistries, are routinely capable of overlap shear strengths of more than 1,000 psi when bonding metal in room-temperature testing. Although there are hybrids, structural adhesives are most commonly based on epoxy, acrylic, urethane, or cyanoacrylate chemistries.
Each adhesive type can be tailored to some extent. For example, adding thickeners will increase viscosity, while adding diluents decreases viscosity. Toughening agents can be added to increase fatigue resistance. But adhesive types can be roughly compared based on the general properties inherent in each one's chemistry. Still, engineers should closely review specific properties for adhesives they are interested in.
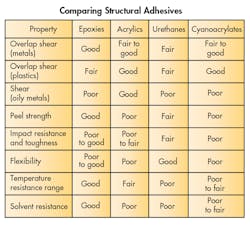
Acrylics provide the highest bonding strength on plastics, and may also provide good bonds to metals (including many oily metals). However, they tend to have lower vibration/impact resistance than epoxies, resulting both in lower fatigue resistance and lower performance at temperature extremes.
Cyanoacrylates provide good shear strength on many plastics and rubbers, although primers may be required, but are rigid and show low resistance to peel and impact.
Urethanes are quite flexible but generally have lower strength, especially at higher temperatures. They bond well to plastics, woods, and metals, and are generally lower-priced than other types of structural adhesives.
Epoxies come in the widest range of properties and have the best overall bond strength on metals. Standard five-minute rigid epoxies tend to be brittle and are best suited to applications with relatively low stress and no impacts. Flexible epoxies have higher peel strengths and can better withstand impacts, and are good choices for parts which may need to require some flex and bend. Toughened epoxies incorporate elastomeric regions which absorb impact, so they provide the highest shear, peel, impact, vibration, and fatigue resistance. This makes them well suited for demanding applications. In general, however, using epoxies requires that oils be rigorously removed from metal joint surfaces. There are some exceptions to this rule, such as one-part heat cure epoxies.
Based on these generalities, engineers looking to bond ABS to stainless steel for a part that will see moderate environmental stress—such as operational temperatures from −20°F to 150°F, but little vibration or impact—would likely choose an epoxy or acrylic. Add vibration or impact to the criteria, and the choices would tip towards flexible or toughened epoxies or toughened acrylics.
Engineers seeking to bond wood to plastic for outdoor use where changes in the weather could cause significant movement of the substrate would consider urethanes for their flexibility. If more strength is needed, a flexible epoxy could serve the purpose.
Bonding low-surface-energy plastics, such as HDPE, to itself or to another plastic would require a specialty acrylic to avoid costly and time-consuming surface modification procedures. In some cases, ultimate strength or performance in a property category may not be required. This means engineers may be able to trade off performance for handling and processing capabilities.
Handling and Processing Considerations
Once the adhesive choice has been narrowed down based on performance criteria, handling and processing considerations come into play. These run the gamut from storage conditions and shelf life to the convenience of assembly processes.
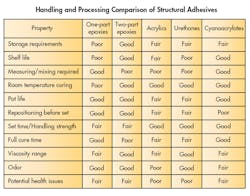
When discussing handling and processing considerations, it is necessary to distinguish between one-part and two-part epoxies, as they are handled and processed differently. One-part epoxies have the curative and base pre-mixed, thus eliminating the need to measure and mix the parts. But one-part epoxies do have more involved shelf life issues, such as premature aging and cold-temperature storage requirements. They also require curing at 250° to 350°F. Thus, in contrast to two-part epoxies, one-part epoxies require careful handling but are relatively easy to dispense. In addition, one-part epoxies generally provide the highest shear strengths on metal and the best resistance to high temperature and solvents.

Cyanoacrylates are often chosen for production convenience, as they do not require mixing and have a long pot lives (time they can spend open prior to bonding). But once bonded parts are mated using cyanoacrylates, they cannot be repositioned. These really are “instant adhesives,” which increases the risk of accidental skin bonding. And they have a strong odor. Cyanoacrylates also carry the risk of “blooming,” a cosmetically unappealing rainbow or whitish haze surrounding the bond line. Blooming is really the volatilized monomer condensing on the part. There are some cyanoacrylates that minimized blooming.
Two-part epoxies, acrylics, and urethanes are stable at room temperature prior to mixing. Room-temperature storage is longest for two-part epoxies and shortest for urethanes (which are moisture-sensitive) and acrylates (which can be temperature-sensitive).
Two-part structural adhesives require some time for the cure to start after the adhesive is mixed and the surfaces to be bonded are mated. This allows for positioning, but also requires that parts be held in place until some level of cure has been reached. This period of time is known by several terms, including set time, fixture time, green strength, and time to handling strength. Adhesive manufacturers may define it differently so engineers should carefully read the datasheet to determine each adhesive's characteristics.
Typically, two-part adhesives can be supplied in bulk, such as five-gallon pails or 55-gallon drums, and used with a meter/mixer. They may also come packaged in hand-dispensable cartridges. These cartridges feature side-by-side cylinders appropriately sized to provide the right mix ratio and are mated with disposable static-mix nozzles that ensure proper mixing. A variety of hand-held applicators are available, as well. Two-part adhesives may also come in small cans or tubes which require manual measuring and mixing.
Adhesives that cure by chemical reaction, including all two-part adhesives, have curing times that are temperature-dependent. They cure quicker in warmer temperatures, but they will also have shorter pot lives, open times, and times to handling strength. At cooler temperatures, curing is slower and the times are extended. Thus, when using adhesives in non-temperature controlled environments, designers must consider the temperature difference between the use environment and the standard “room temperature” of 70° to 75°F generally used by manufacturers to report pot lives and times to handling strength.
As a rough rule of thumb, if using the adhesive outside on a hot summer day, the open time might be as little as half what is reported on the datasheet and on a cool spring or fall day with temperatures in the low 50s, these times might be doubled. An approximate estimate says that for a 10°C warmer cure environment, the adhesive will have half the open time. Conversely, for a 10°C cooler environment, the open time will be doubled. So extra care might be needed to complete the bonding step quickly on hot days, or extra fixture times may be needed in cool environments.
A corollary is that two-part structural adhesives can have cure times deliberately accelerated by applying heat. Options typically include ovens and radiant heat sources. Datasheets and other information from manufacturers can help engineers determine possible cure schedules.
In addition to varying cure times, adhesives also tend to thin in warmer environments and will thicken in cooler environments. In general, then, application temperatures of 60°to 80°F and a minimum application temperature around 40°F are recommended for two part adhesives.
Viscosity can also be chosen to match preferences. In general, the viscosity range is widest for two-part epoxies and urethanes where products can range from thin to heavy pastes. Non-sag adhesives may be formulated to be shear-thinning, which lets them be dispensed relatively easily but not to run or sag after dispensing.
Although structural adhesives typically don't contain solvents, they may contain volatile organic chemical components or other components that can emit an odor or lead to skin or respiratory irritation. Users are cautioned to review the safety datasheets before using any adhesive.
When choosing which adhesives to screen, first consider end-user requirements. Next, read up on the various types and consult with adhesive suppliers. Finally, consider the process requirements to eliminate most of the choices. This will leave a relatively small set of adhesives with favorable performance and processing characteristics.
For a final selection, however, conduct testing and validation. Typically, peel tests and overlap shear tests of some sort are done to determine the strength of the adhesive on particular substrates or under specific environmental conditions. The exact details of the test should be based on the particular project. Don't rely solely on the information in manufacturers' technical data sheets. Good adhesives suppliers are willing to work with users in defining and assisting in these decisions, including some type of material testing.
However, the most carefully chosen adhesive may not work well in the application if the bonding surfaces are not properly prepared or the joint is poorly designed. This is another area where engineers will benefit from early discussions with their adhesive suppliers.
For more information, visit the 3M Structural Adhesives website.
Shari Loushin, Lead Technical Service Specialist
Industrial Adhesives and Tapes

About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: