A History of Design for Manufacturing and Assembly

The need for Design for Manufacture and Assembly (DFMA) began shortly after the dawn of the Industrial Revolution, but it took a hundred years for it to ultimately come into focus in the 1960s, and it did not really blossom until the 1980s.
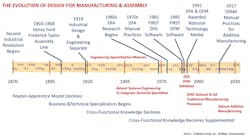
The road to high volume: Frederick Winslow Taylor and Henry Ford, co-creators of the assembly-line process of manufacturing, began tearing apart the centuries-old Master-Apprentice Model as the Model A was being designed in 1903. Masters knew how to do everything, from concept-to-customer, and intuitively designed products so they could make them efficiently. But, taking 8 to 15 years to train Masters in all the required skills simply didn’t cut it when it came to meeting the immediate and large demand for cars and trucks that arose in the early 1900s.
So, while transitioning from the Model A in 1903 to the Model T in 1908, Taylor and Ford introduced task specialization at every step of the design and manufacturing process. With specialization, each person could be trained to do their piece of the overall process in a few weeks to a few months, which led directly to high-volume manufacturing.
The underpinnings of manufacturing specialization had been in the works since the 1870s, as Taylor’s productive approaches grew and spread. The underpinnings of engineering specialization actually began earlier, in the 1850s. The Second Industrial Revolution led to completely utilitarian product designs. Aesthetics had never been important.
Like Taylor, Christopher Dresser was on a mission to improve the way products looked. As the first person credited with improving the look of new products, Dresser helped many companies in the late 1800s. The founding of The Rhode Island School of Design in 1877 affirmed the importance of good-looking products. As Dresser aged and finally passed in 1904, Joseph Sinel became the recognized expert and further refined the approaches and processes of product design.
The first attributed use of the term “industrial design” was in 1919 and is credited to Sinel. When The Carnegie Institute of Technology created a formal product-design curriculum in 1934, the final milestone for the specialty of Industrial Design was set.
Organization evolution: As task specialization spread across industries, company-wide organizational structures quickly evolved to accommodate this new and improved method of work. Soon, there were departments for each specialized capability. Today, at the macro level, we think of them as the level-one blocks such as Marketing, Engineering, Purchasing, and Manufacturing on most companies’ organizational charts. Of course, each of these level-one blocks houses its own respective sub-specialties.
For the first several decades, with most companies and industries staying small and designing and producing for their own countries, this all worked fine. Assembly-line business and organizational structures certainly proved faster than the Master-Apprentice approach. However, as globalization started and products were designed and manufactured all around the world and global companies emerged, the flaws in task specialization became increasingly evident.
Departmental optimization: By the late 1970s, driven by the need for speed as global competition accelerated, departments were under so much pressure to complete tasks quickly that managers began optimizing their department at the expense of optimizing the company. Department self-optimization became widespread.
This problem appeared in just about every department. For example, Marketing and Product Management pushed for a long list of unique features which would make it easier for Sales to generate revenues. They hoped to dazzle customers by out-featuring the competition, regardless of the time Engineering would take to design a product that met all the extraordinary requirements.
Engineering monomania: Engineering’s self-optimization, analogous to Marketing and Product Management, resulted in highly elegant design packages that manufacturing simply couldn’t produce—or took too long to do so. Tight specifications and tolerances often exceeded the manufacturing equipment’s capabilities. Components were not optimally designed for the tooling, equipment and processes actually available to manufacturing.
Designs were also unnecessarily complex. They had many parts, each designed by engineering specialists, and that drove part and material costs through the roof. Parts took so long to manufacture and then assemble into final products that the profit margin targeted in the approved business plans were missed or erased. Tensions between Engineering and Manufacturing steadily began to rise.
Business challenges: Management began blaming manufacturing for not keeping up with customer demand, while the real problem was that Engineering was not designing products for fast and profitable manufacture and assembly. “The product design was thrown over the wall from Engineering to Manufacturing” became the mantra in just about all companies.
By the time Engineering and Manufacturing hammered-out the design problems, the development budget was through the roof. Products were late compared to the planned schedule. Actual product cost greatly exceeded the planned product cost, thereby reducing planned profit margins. Worse yet, products often missed the market window and had to be canceled.
Specific solutions: As long as companies all endured the same task-specialization problems, none suffered disproportionately in the marketplace. Soon, though, some companies realized they could gain a competitive advantage if they reduced excessive costs and avoided the missed schedules caused by Engineering throwing designs over the wall to Manufacturing.
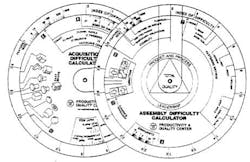
Leading companies developed an array of proprietary management procedures. Westinghouse, using a slide ruler analogy, developed the “Westinghouse Wheel” to help engineers create manufacturable designs. It helped determine “assembly difficulty” and “acquisition difficulty.” Hitachi came up with the Assembly Evaluation Method (AEM). Fujitsu devised the Productivity Evaluation Method. Xerox developed the Producibility Index, XPI and something called Pumpkin Books. Lucas Engineering (UK) created engineering methodologies to improve designs for British military and commercial purposes, as did Draper Labs in the U.S.
All these approaches were specific to each competitor’s situation. A non-proprietary and more general application methodology was needed, a methodology that could be documented and automated through software and used across industries.
General solutions: Enter a group of professors at the University of Massachusetts Amherst including Corrado Poli, Robert Graves, Laurence Murch and Geoffrey Boothroyd in the mid-1960s. They didn’t set out to create DFMA. They were focused on better product designs that would feed parts faster through the state-of-the-art robotic parts-feeding and assembly processes of that time. By 1970, a handbook on feeding and orienting small parts had been published.
The next step was coming up with a way to code those parts with desirable and undesirable characteristics. If a coding system could be developed, engineers could quickly reference it when designing parts. Boothroyd and his graduate student C. Ho published their coding system in 1976. Dozens of visiting scholars, graduate and undergraduate students, and exchange students contributed across the years.
By the late 1970s, there was a working methodology for Design for Assembly. In 1978, Boothroyd and colleague Bill Wilson at Amherst obtained a three-year grant from the NSF to study the broader topic of Product Design for Ease of Manufacture. A final report was produced in 1981, entitled Design for Manufacturability.
The University of Rhode Island (URI) was quite interested in what was going on at UMass and the next thing you know, Boothroyd was on his way to URI. The details of this sudden research and intellectual property break-up are scant and hard to come by, and remain the lore of DFA and DFM historians and aficionados. Boothroyd was soon to team with colleague Peter Dewhurst who quickly embraced Boothroyd’s rapidly solidifying methodologies for both Design for Assembly and Design for Maufacturability.
Joining forces in 1980, along with Professor Winston Knight, they were soon recognized as the international experts on these emerging DFA/DFM methods and were highly sought after by the world’s largest companies.
The Advent of DFA & DFM: Their first DFA/DFM product was Design for Automatic and Manual Assembly software for the Apple II Plus. IBM and Digital Equipment expressed interest, which quickly led to the funding of a PC version and the incorporation of Boothroyd Dewhurst Inc. (BDI) in 1983. With URI resources and outside corporate support, additional research was conducted that led to the first Design-for-Manufacturing module being added in 1985.
Industry-leading companies, such as GM and Ford, quickly recognized the value of DFA and DFM and were using them to save billions of dollars annually. BDI quickly rebranded their intellectual property and its capabilities as DFMA. Both founders received the National Medal of Technology from President George H.W. Bush in 1991. Today, thousands of companies around the world practice DFM and DFA and many use BDI’s software to help apply them.
BDI’s founders’ greatest contribution, as history will write, was not creating the software. It was something more profound that can be used every day by any product designer, engineer or manufacturing professional. Their concept of “Theoretical Minimum Part Count” was revolutionary and changed how everyone in manufacturing thought. Fewer parts to design, fasten together and quality check made sense. Fewer design change orders to fix tolerances so assemblies fit snugly together would save time. Fewer items to purchase or manufacture, handle and stock would save money.
Specializing engineering disciplines had led to optimizing product design at too low a level in engineering organizations and the product bills-of-material they generated. Specialization had also resulted in a parts and fasteners nightmare that no one really noticed had happened over the years.
The theoretical minimum count can rarely be reached; there are too many performance trade-offs to do so. But forcing a discussion that questions if every part and fastener is needed to meet the specified product performance is a discussion management should want to have in smart and efficient companies.
Business results: Companies that minimize the number of parts that must be assembled into products enjoy lower costs, smaller inventories, less handling costs, decreased working-capital requirements, faster times-to-market and higher profit margins. Companies that can also lower each part’s manufacturing cost through better material selection, improved tooling strategies and more rapid fabrication processes garner even more profit.
DFA part optimization, followed by DFM on the fewer resultant parts, improves overall corporate speed and profit margins. After 40 years, no other company has accumulated a greater resource than the research underpinning BDI offerings and is still being built upon.
What lies ahead: The next chapter in DFA’s and DFM’s evolution is now unfolding. 3D printing has come of age and the advent of additive manufacturing is at hand. Additive design and production approaches differ from traditional approaches for both engineering and manufacturing. Just as happened before BDI created generalized cross-industry DFA and DFM methods and software, corporations are again creating their own company-specific DfAM or DFAM methods for additively manufactured parts and assemblies.
Will there be another incarnation to include 3D-printed designs from BDI, or will there be an entirely new generalized approach for additive DFA and DFM that emerges elsewhere? The next decade is sure to be exciting as additively manufactured part volumes increase. And, of course, most future products will combine additive and traditional parts. DFA and DFM solutions of the future will need to address these new hybrid product approaches.
Bradford L. Goldense, NPDP, CMfgE, CPIM, CCP, president of Goldense Group Inc. (GGI), has advised over 300 manufacturing companies on four continents in product management, R&D, engineering, product development, and metrics. GGI is a consulting, market research and executive education firm founded in 1986.
About the Author
Bradford Goldense
Contributing Technical Expert
Bradford L. Goldense is founder and president of Goldense Group, Inc. [GGI] (www.goldensegroupinc.com), a consulting, market research, and education firm focused on business and technology management strategies and practices for product creation, development, and commercialization. He has been an adjunct faculty member of the graduate engineering school at Tufts University's Gordon Institute for 19 years. Goldense is a Certified New Product Development Professional [NPDP], a Certified Manufacturing Engineer [CMfgE], a Certified Computer Professional [CCP], and is Certified In Production & Inventory Management [CPIM]. He holds over 200 registered copyrights and is a recognized subject-matter expert, including appearances on PBS and CNBC. He has consulted to over 250 companies and over 750 manufacturing locations on four continents since founding GGI in 1986. Goldense holds an MBA in Accounting from the Cornell Johnson School and a BSCE from Brown University. For more information, please see Brad's LinkedIn profile or visit GGI's home page.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: