Custom Machine Builder Develops Automation Solution That Increases Production Capacity Four-Fold

At a Glance:
- Custom machine builder KAMP Automation automated a labor-intensive process for a customer that increased production capacity for an industrial electronic component four-fold from a single machine.
- The authors maintain that the project stickhandled by KAMP Automation reveals the importance of custom solutions to the health of the U.S. manufacturing.
Custom automation suppliers fill the gaps between original equipment manufacturers that supply modifiable platform machines and end-use manufacturers, which may also require something special for their operation. Automation solutions of all types are especially important today as reshoring becomes a fact of life and the lack of public interest in 21st Century manufacturing jobs shrinks the talent pool.
At one time, most manufacturing operations had internal talent to design and build custom machines and provide for the organization’s unique manufacturing requirements. As internal costs rose, these teams shrank and many were eliminated. Now custom machine builders fill those roles. They rely on close working relationships with suppliers and distributors to gain the latest technology. Custom machine builders employ talented mechanical and electrical engineers who creatively develop mechatronic solutions to meet customer requirements.
A Case in Point—The Adhesive Application Machine
A manufacturer came to KAMP Automation needing to expand the production of an industrial electronic component. The photoelectric sensor unit’s small housing, made of die-cast aluminum, protects the electronics inside. LEDs and an LCD numerical display show the operating condition of the component. The LEDs and LCD display are protected by plastic covers adhered to the metal body.
READ MORE: Emergent Technologies That Improve Productivity and Flexibility
While the metal housing and circuit boards were made efficiently and cost-effectively in high numbers, adhering three plastic covers to each housing with a quality seal was slow and labor-intensive. When this electronic component was first introduced, low output was not a problem. As demand for the component increased, however, the bottleneck of plastic cover application became a concern. The manufacturer asked KAMP Automation to design an automated machine that would significantly expand capacity and ensure quality seals for the adhered plastic covers.
The Manual Process
In the manual process, an employee placed two metal die-cast housings on a fixture and placed the fixture on a tabletop gantry system, with one cover opening facing up on each housing. On the fixture, the employee also placed plastic covers for that opening.
Entering a code into the HMI for that cover opening, the three-axis gantry used plasma gas to prepare the metal and plastic surfaces for a strong bond. Following the application of plasma gas (both the gas and adhesive dispensers were mounted on the Z-axis of the gantry), a Nordson dispenser placed a bead of adhesive around the perimeter of the housing’s opening. The operator then removed the fixture and, using a handheld light source, visually confirmed the adhesive bead was continuous around the mounting surface. The employee manually picked up the plastic covers and pressed them onto the metal housings.
READ MORE: Emergent Robotics: Pioneering Solutions in Modern Industrial Automation
The operator replaced the housings on the fixture, this time positioning the units so that the next openings faced up. The operator entered the recipe for that opening on the HMI and repeated the process. And lastly, the employee repeated the process one final time for the third cover. The covers had different shapes—round, oval and rectangular— that demanded a unique coordinated movement of the X-Y axis. The manual process required about 12 min. to apply plastic covers to the two units.
Creative Solution
KAMP Automation studied videos of the manual process. The design team identified three bottlenecks:
- Loading/unloading the die-cast housings onto the tabletop gantry for plasma and adhesive application.
- Manually picking and placing the plastic covers.
- Manually checking the quality of the bead.
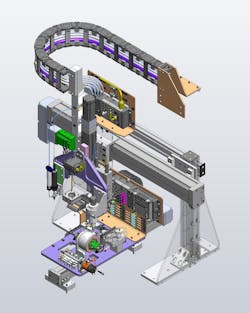
Then, the team came up with a creative mechatronic solution that relied on three ball-screw linear actuators for X, Y and Z motion, a pneumatic rotary actuator and a reliable vision inspection system.
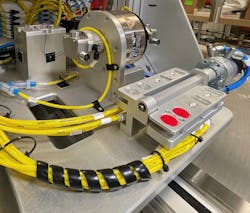
The engineers applied a Festo EGC ball-screw linear actuator for Y axis motion. The EGC and the other axes met the ± 0.1 mm required accuracy for this application. The team mounted a platform onto the Y-axis EGC to hold the housings, covers and required equipment. Housing fixtures like the ones used in the manual process were attached on both sides of a Festo DRVS semi-rotary pneumatic drive with a Festo SRBS position sensor.

After covers were placed to the opening facing up, the DRVS rotated the fixtures to bring the next cover opening to the up position. Rotation eliminated the first bottleneck; there was no need to manually remove the housings and reposition them. The machine did the repositioning.
A Festo EGSC ball screw mini slide was used for Z axis motion. On the Z axis, the KAMP team mounted a plasma gas applicator, a Nordson adhesive applicator, a Banner iVu vision sensor and a Festo DFM pneumatic guided actuator with vacuum cup gripper. The DFM automated picking-and-placing covers, eliminating the second bottleneck. The vision system automated inspection and made it more accurate.
The X axis—also a Festo EGC ball-screw linear actuator—and the Y axis were programmed to work in harmony to trace the precise round, oval and rectangular contours of the openings and to position the applicators, vision system and pick-and-place unit precisely where they needed to be during the assembly process.

Putting it All Together
In the new automated process, the machine operator places two die-cast metal housings on fixtures and six plastic covers on a cover fixture (three covers for each housing). Vacuum holds the metal housings and plastic covers in place. Manually loading the machine made sense from a cost standpoint and only required seconds. Housings and covers in place, the operator starts the machine.
The X and Y axes position the vision sensor above the die-cast housings and the covers to verify all parts are present and correctly presented. The X and Y axes then trace the contours of the cover openings on the housings and over the plastic covers as plasma gas is applied to prepare the surface for a strong bond. The Z axis vertical motion ensures proper distance between the gas applicator and the part.
READ MORE: Full Automation: The Path to Lights-Out Production
Following plasma application, the Nordson applicator applies adhesive to the perimeter of the housing’s cover opening. The vision system confirms a continuous bead has been laid down, and the DFM picks and places the correct plastic cover. When both housings have covers, the DRVS rotates the housings to the next opening and the plasma, adhesive, vision inspection and placing of covers are repeated. In all, the two housings are rotated three times and six covers are applied in roughly three minutes, a 75% time reduction over the manual process.

KAMP Automation’s distributor, Mechatronic Solutions, Maple Grove, Minn., worked closely with KAMP on the project, identifying and supplying the key components. The distributor used the software productivity tool Festo Positioning Drives (recently revised and renamed Electric Motion Sizing) to properly size the EGC and EGSC ball screw actuators with Yaskawa motors and servo drives. Using Positioning Drives simplified and speeded up the specification process.
Mechatronic Solutions entered payload, loading, center of mass, acceleration/deceleration, cycle time and dwell data into the software, then Positioning Drives determined the right combination of actuator, motor, drive and accessories. KAMP has never had a Festo linear actuator fail in the field.
Mechatronic Solutions also identified a Festo CPX-MPA-L valve terminal as ideal for the customer’s machine. The CPX-MPA-L offers one point of integration for both Festo pneumatics and remote I/O into the PLC. This single point of integration simplified commissioning.
As this adhesive dispensing machine example illustrates, custom automation solutions companies provide a vital service to the manufacturing community.
Ben Toskey is the vice president of Sales at KAMP Automation, where he supports manufacturing companies seeking custom automated equipment. Derek Limesand is a sales engineer at Mechatronic Solutions and supports new integration projects throughout southeastern Minnesota.
About the Author
Derek Limesand
Sales Engineer, Mechatronic Solutions
Ben Toskey
Vice President of Sales, KAMP Automation
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: