Ball screws that hang tough
Many linear actuation applications are safety-critical, while others are just plain heavy-duty. Some environments have extreme temperatures, pose corrosion risks, or may at times contain large and small flying debris.
More than ever, ball screws are up to the challenge such diverse conditions and duty requirements present, thanks to recent advances in design, materials, and fabrication. Long recognized as a key player in linear motion, ball screws keep growing in popularity. Linear-travel applications are broad-based, and filled by a
variety of systems in all classes – including electromotive, mechanical, and fluid-actuated equipment. But with linear speeds over 100 in./sec and load capacities of 1,000,000 lb or more, ball screws have moved into many functions traditionally left to hydraulic or pneumatic actuation. Cost and simplicity of electromechanical drives, and the emphasis on “flyby- wire” (or “actuate-by-wire”) have also pushed this trend.
With this widening range of applications, appropriate levels of built-in redundancy and reliability need to be established across the spectrum. For example, an actuator on a machine tool requires different failsafe features than one on a flight control mechanism. Ball screw designs therefore come in many variations to provide fitting degrees of backup and self-protection.
An abundance of options
A ball screw is generally made up of four primary elements: the shaft or screw, the nut, the ball recirculation system, and the bearing balls. These main components can be designed, configured, and integrated to ensure continuous operation under harsh or unexpected circumstances, even partial failure. In addition, there are attachments that help protect the working parts, maintain the optimum operating conditions, and provide a failsafe.
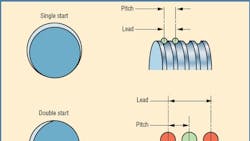
Multiple-start threads can be used when helix or lead angles are reasonably high. In this case two or more helices are wrapped around the screw shaft and within the nut. With active ball bearings recirculated through all n helices, the assembly can be treated as “n ball screws in one” for some failure modes. Each helix and its associated recirculation system are independent of the others, and are unaffected by the unlikely loss of bearing balls from another helix.
Multiple circuits can be placed within the region bounded by the ball nut as an alternative to a single recirculation circuit per helix. Each circuit distributes a set of ball bearings independent of the other circuits. Multiple circuits provide redundancy (as do multiple threads), and lessen the effects of single point failures in the recirculation system.
Dual actuator attachments can be achieved in several ways, whether you attach rotary power to the screw and actuate through a translating nut, or power the nut and let the screw shaft translate. As for this, the most common choice is obviously to rotate the screw shaft, but there are cases where rotating the nut may be worthwhile. Such a setup may be awkward or cumbersome in certain ways and require a bit more effort to integrate, but there are advantages, such as eliminating the rotordynamic problems associated with slender rotating shafts. In any case, there are numerous devices that provide a redundant actuator attachment to the load.
With a translating ball nut, trunnion attachments may be used to connect with the load. This kind of attachment is frequently used in pairs in aerospace flight controllers. Redundancy is instated when each trunnion has a strength exceeding the maximum applied stress, and can handle the full load by itself.
In addition to the primary ball nut attachment (trunnions), annulus attachments are frequently used in aerospace ball screws. With this design, the attaching surface is guided both onto the trunnions and into the annulus. As the secondary attachment, the annulus is usually designed with a clearance or “lost motion” to warn the crew that both trunnions have failed.
When the ball nut is driven and the screw translates, dual clevis attachments are often used. Typically set at the end of the screw shaft, a clevis and spherical bearing are attached to the actuated surface. One way to provide a dual clevis is by using a “clam shell” clevis arrangement that’s bolted together over a flange on the end of the shaft. A gap between the blades of this primary clevis set allows room for a secondary single-blade clevis to be threaded to a secondary structural tube inside the hollow main screw shaft.
Dual drive attachments ensure the ball screw stays driven if the primary attachment breaks. One example is a screw shaft driven by a motor and gearbox; the screw is “buried” in the gearbox (typical in aerospace applications), and therefore dual involute splines may be used to attach two drive gears – primary and secondary – onto the shaft. If either the main gear or spline fails, a drive path still remains.
Dual drive systems are seen in some of the more elaborate flight control actuators. One interesting example is a two-stage telescoping ball screw design in which the primary hydraulic power drive unit attaches to the outer ball nut and a second hydraulic drive unit attaches to the inner screw. If either stage or drive fails, the other half of the actuator continues to operate.
Internal ball nut structure can be configured to provide a backup load path, which is designed to engage the screw threads in the unlikely event that all the bearing balls are lost. While the axial lash in a normally functioning ball screw may be around 0.004 in., the structural redundant load paths might not engage until the accumulated axial play reaches 0.02 in. or more, enunciating the primary load path failure. There are several ways to create redundant supports inside the ball nut.
Assembled on each end of the ball nut, scrapers help remove ice, frost, and contaminants from the screw shaft, but they can also be designed to take up the load imparted by screw threads if the bearing balls become lost, severely damaged, or worn. The scrapers then engage the screw shaft in sliding contact (“lead screw mode”) with reduced mechanical efficiency.
While deflectors are primarily designed to direct the bearing balls up and out of the screw grooves and into return tubes around the ball nut, structural “yoke type” deflectors can also be used to provide a redundant load path. In this case ball groove geometry, deflector cross section, material, and heat treatment are designed for maximum load capacity if the deflectors are required to engage the screw shaft. Similar to scrapers, deflectors will mesh with the screw in sliding contact and with decreased efficiency.
Assembling load path inserts into the ball nut is another way to provide redundant load support. These inserts come in different versions – a simple one resembles a helical spring with a pitch equal to the screw lead and a wire diameter slightly smaller than the ball diameter. During normal operation the “spring” floats in its own screw and nut grooves. If the balls are lost, the nut and screw grooves contact the helical insert to support the load; such a setup offers limited durability and load capacity.
For a secondary support with extremely high structural integrity, integral inverted threads can be machined right into the ball nut. Body geometry, localized heat treatment, and finish of the inverted (convex) groove can be made for exemplary wear resistance and strength. If the bearing balls are lost from the system, the inverted grooves engage the screw grooves. Because inverted threads are part of the nut, their use is not complicated by fastening problems, assembly techniques, and so on.
Internal ball screw structure can also be arranged to provide additional structural support. When redundancy on all levels is mandatory, a load rod or tube placed through the screw shaft bore maintains the load capacity if the screw shaft is separated or severely damaged. This is important in certain cases such as: flight controls in the proximity of high-energy equipment that can fail and cause peripheral damage (turbines, for example); applications with extreme fatigue cycling; and military flights subject to impact from anti-aircraft ballistics. High-strength steel, aluminum, and titanium are typical material choices. All redundant load paths offer different characteristics; the load capacity, durability, complexity, and cost will vary from one configuration to another.
Consider the circumstances
Building and selecting redundant and backup measures for a ball screw takes deliberation, so here are just a few general design considerations.
The application itself is the baseline for establishing the minimum acceptable level of reliability. But any potential for system damage or failure is strongly influenced by the severity of the environment, and the interaction therein must be thoroughly studied in order to find the right degree of infallibility.
Secondly, the redundant supports’ materials and surface treatment are designed for specific wear and fatigue life. Comprehensive static and fatigue tests should be performed and documented to ensure the structural integrity and endurance of the load paths.
If redundant supports are ever engaged, there is often a desired sequence for their engagement. Geometry and tolerancing of each feature should support the desired order, such as scrapers first, deflectors second, integral threads third, and so on.
There is the potential for a decrease in efficiency when operating under secondary load paths. Frictional characteristics of sliding-contact engagement must be established. Ideally, designs should be validated with testing to verify efficiency, heat generation, and predicted ball screw assembly life when operating on a redundant path. The necessary input power increase due to lower efficiency must be figured when designating the drive system.
Lost motion (as mentioned in the explanation of annulus attachments) may be used to signal breakdown of the primary drive path. There are other prescribed warning markers, like changes in slew rate or visual cues, that indicate a need for investigation.
David Lange is Director of Product Engineering for Aerospace, Government, and Defense, Thomson Saginaw Ball Screw Co. LLC, Saginaw, Mich.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: