Air Conveyors: Moving Products with Air

Download this article as a .PDF
“Air conveyor” refers to a family of devices that use air to move products and materials rather than mechanical belts or chains. Air conveyors are most widely used to move lightweight objects such as empty containers, boxes, and trays at speeds often exceeding 1,000 fpm. However, they are not limited to lightweight materials.
Air Conveyor Basics
One major advantage of air conveyors is that they can move easily damaged items like aluminum cans or difficult-to-convey items such as empty two-liter bottles at speeds far greater than conventional conveyors. For example two-liter PET bottles have narrow bases and easily fall over on conventional table-top conveyors at speeds over 50 fps when empty. If the conveyor must start and stop frequently, the top speed must be even lower. The same empty bottles can easily be transported by air conveyors at speeds up to 1,000 fps, and frequent starts and stops have no effect.
Some common air conveyor tasks are moving empty beverage cans and PET bottles. They are also widely used to move scrap such as wood chips, an application in which conventional conveyors would quickly become clogged and contaminated with debris.

Air conveyors are typically powered by simple centrifugal blowers, which only have one moving part—an advantage in terms of safety and maintenance. Air can be ducted in remotely, so air conveyors can be used in various explosion-proof type settings. In fact, the original patent for air conveyors was for moving coal.
Coal comes in a variety of sizes and easily breaks down into smaller, highly flammable particles. Air conveyors keep the coal dust contained, and it’s simple to design air conveyors without features or details that attract and accumulate dust. This means air conveyors require much less frequent cleanings than belt conveyors moving coal would need. Maintenance is also greatly reduced on air conveyors versus conveyor belts, because the only bearings are on the blowers which are typically located well outside the area where they would encounter dust and small particles.
Thanks to wide availability of high-quality HEPA filters, air can easily and economically be filtered. This lets air conveyors be used in aseptic and clean-room applications. For typical industrial air conveyors, HEPA filters cost a few hundred dollars and will often last a year before needing to be replaced. Newer HEPA filters work with minimal pressure drops, so blower efficiency is still maintained. Because there are minimal moving parts and no pockets to collect water and debris in air conveyors, they are easy to keep clean—another key advantage for aseptic uses.
Conveyor belts, on the other hand, can be damaged by abrasive and sharp materials, some of which are better handled by air conveyors. For example, metal scrap conveyors in machining centers and recycling sites are perfect applications for air conveyors because the long ribbons of scrap metal easily snag and are razor-sharp.


Accumulation Capability
Air conveyors are a good fit for applications requiring low back-pressure accumulation. Back pressure in this case refers to how much force products waiting back-to-back in a line exert on each other. Generally back pressure is proportional to how many products are accumulated in a line. Low back pressure accumulation is the exception. On air conveyors, back pressure is often half of what it would be on a typical conveyor. If a downstream machine goes down on an air-conveyor line, upstream products on the conveyor automatically begin accumulating so that other machines on the line can keep running. As soon as the downstream machine starts running again, product is instantly available and ready to go.

Virtually every continuous manufacturing process requires some type of queuing between processes, even if it’s just a second or two to give the process enough time to stop. Most manufacturing lines do this by putting a small gap between items being assembled or processed. But it often takes time to get a process up and running after it stops, so if a line starts and stops frequently, it can quickly become significantly inefficient. This means ensuring ample accumulation between machines is critical for the best line efficiency.
Conventional conveyors typically have just enough accumulation within the conveyor itself so that the machine feeding it can shut off without damaging itself. Preventing frequent starts and stops usually requires a secondary accumulation device. But even with secondary accumulators on conventional conveyor lines, a belt continues to run after product flow has stops, and it can scuff or otherwise damage products. Products can stop, accumulate, and restart all day on air conveyors without any risk of damage.

Air conveyors work as accumulators in both bulk and single-file applications. For bulk applications, air conveyors may be up to 8 ft. wide and, in a canning operation, hold hundreds of cans per foot of conveyor. Usually products ride on a cushion of air blown up through small holes and louvers similar to an air hockey table. Top covers are often used to keep products within the conveyor. There are, however, some novel designs containing products that do not use top covers.
Accumulation in single-file air conveyors works well, thanks to conveyor speeds generally at least three times faster than the line rate. This means for every item being moved, two or more can be accumulated. By comparison, conventional conveyors typically run no more than 30% faster than the line rate. That’s six to 10 times less accumulation per length than on an air conveyor.
Air Conveyor Physics
Air conveyors use air which, at about 1 lb. per cubic yard, is heavier than many people think. The air blows in the same direction the products are being moved, with the mass of air combined with its velocity providing the momentum. The momentum gets transferred to the items and moves them, much like wind on a sail.
The force transferred to products being moved by the air is quite low and controllable. It varies based on the application, but generally it will not deform items under accumulated line pressure. For example, if a conveyor is moving a thin, 12-gram PET water bottle, the total force of the air pushing on hundreds of bottles accumulated in the line may only be a few ounces—more than that and the bottles would crumple and crush. For conventional conveyors, the force transferred to the product is based on chain friction and the normal force or weight of the product. This force between items being moved is referred to as “line pressure.”
Generally, line pressures on conventional conveyors increases cumulatively as more items stack up. Forces from so many products in accumulation can become so high that products crush themselves. When air conveyors accumulate products, excess air just gets deflected around the accumulated items. For most air conveyors, there is little increase in line pressure beyond just a few feet of accumulation.
In some cases, operators use low line pressure so that a “train” of back-to-back items can be stopped virtually instantaneously without damage. To get low back pressures, operators use a variable blower and different speed settings, along with dampers to limit air pressure in accumulated areas. Stopping a train of products running a few hundred feet-per minute on conventional conveyors usually requires several progressive slow-down conveyors. The capabilities to start and stop instantly, high rate of speed, and low line pressures make air conveyors well suited for accumulation.

Air Conveyor Mechanics
The first air conveyors were no more complicated than a pipe with a blower attached to one end. Items like saw dust would enter the conveyor via a T-fitting or opening in the pipe just downstream of the blower and be pushed by the air through the pipe. The same basic technology is still used in coal, grain, and scrap conveyors. These are called internal air conveyors, because the items being moved are in the same plenum or pipe as the air that’s moving them.
Blowers: External air conveyors, the other common type, have a blower pressurizing a plenum and air exits the plenum through an array of nozzles or louvers directed at items and pushing them in the direction of motion. Usually items moved on these conveyors are held within low-friction guides to keep them oriented. A less common version, the hybrid air conveyor, uses two plenums. Air flows through louvers to an inner plenum in which items such as metal scrap are moved. Internal air conveyors are limited to lengths of about 100 ft. or less due to pressure losses within a pipe. Hybrid conveyors can be virtually any length because air enters and vents along its entire length.
Since the force created by air momentum transferred to the product is low compared to conventional conveyor (belts), any friction between product and air conveyors must be minimized. Early closed air conveyors sent items through smooth pipe and a boundary layer of air on the inside walls kept friction low.
Other types of air conveyor use ultra-low friction guide materials such as oil-impregnated UHMW or highly polished chrome. When conveyor speeds approach 1,000 fpm, it is critical that all surfaces the products may come in contact with are ultra-low friction and facilitate flow. At very high speeds (above 1,000 fpm), such as with packages, even the a week’s worth of dust on an idle line creates enough friction to reduce line efficiency. So it’s important to keep friction surfaces clean in closed air conveyors.
Modern air conveyors are most commonly powered by low-pressure, high-volume centrifugal blowers. The typical blower may be sized to put out air pressures of 2 to 50 in. of water at exit velocities of a few thousand fpm. Compressed air is also sometimes employed for special applications, but is generally avoided due to inefficiency. Compressed air wastes a large amount of energy for this type of high-volume, low-pressure application, which is why it is generally avoided.
Most energy-efficient air conveyors are powered by centrifugal blowers with airfoil impellers. Over decades of blower development, the airfoil impeller has proven most efficient for typical air-conveyor pressure ranges. Higher pressure requirements often require a different impeller design for efficient operation. Direct drive blowers are preferred because the impeller is the only moving part on the air conveyor. Axial turbine blowers are occasionally used for very-high-flow (2,500 cfm), low-pressure applications such as those used on early pneumatic subways, because they can be made smaller than other types of blowers.
Blowers with backward inclined impellers are used for high pressure applications (between 5 and 80 in. of water). High-pressure blowers are often used on the infeed portions of typical air conveyors to accelerate products quickly to the air conveyor’s line speed. The higher the speed required for a product, the higher the pressures generally called for. Sometimes air conveyors will rely on airfoil impeller blowers in transport areas and high-pressure blowers at transition areas where the higher pressure is needed to quickly accelerate the product at the infeed to another conveyor.
Blower selection depends on a number of design variables. The most critical are louver size and quantity, plenum cross sectional area and length, size and weight of the product conveyed, and line speed. Elevation above sea level is another key consideration. For example, air density for an application in Mexico City, which is almost 7,400 ft. above sea level, is about 25% less than at sea level, so blowers used there must be upsized.
Moving denser items also requires blowers that can generate higher pressures. For empty packages, pressures typically fall in the 2 to 5 in.-of-water range. But applications such as scrap-metal conveyors sometimes need pressures of over 50 in. of water. Lightweight empty water bottles, on the other hand, may require only an inch of water or less.
Louvers and plenums: Air conveyors typically feature a long air box called a plenum. While similar in appearance to air ducts in HVAC applications, an air conveyor plenum usually has an array louvers or nozzles on one side along the entire length. Air leaving the nozzles or louvers convert air pressure inside the plenum into air velocity as the air exits to atmospheric pressure. The air then drives items down the conveyor.
Keeping air velocity consistent at each louver along the conveyor is important for performance and efficiency. To do this, air velocities inside the plenum are kept well below the turbulent flow regime, which also helps keep the pressure drop down the length of the plenum negligible. For calculation purposes, air velocity within the plenum is typically not factored into the air velocity exiting the louver. Generally pressure inside the plenum is considered constant, and air velocity exiting the louvers is calculated simply by the change in pressure from the plenum to atmospheric.
Louvers and nozzles: With conventional air conveyors, air exits the louvers or nozzles at 4,000 to 10,000 fpm. Louvers are common because they can be easily and inexpensively stamped into sheet metal. Louver size, spacing, and the number of rows vary based on application. Conveyors for denser items such as scrap material typically have louvers with larger openings to handle the high volume of air it takes to float and push dense items.
Some conveyors use only a single row of louvers, such as those for moving empty PET bottles, which are extremely lightweight. In fact, too much air can be an impediment for some products. Other conveyors, such as those moving lots of empty cans may have many rows of louvers. The large-volume-can conveyor, for instance typically has 20 louvers with 0.75 × 0.06 –in. openings spaced 1.5-in. apart width wise with the pattern repeating every 1.25-in. down the length. Air conveyors must have the correct louvers layout and air specifications, and louver geometry should follow fluid mechanics conventions to minimize energy losses.

Performance Variables
Air density is the primary variable that affects air conveyor performance. It, in turn, is affected by weather and elevation, and these factors must be understood to get the best performance from air conveyors. So air conveyors often include controls, a global setting, that adjust blowers to easily adjust for changes in air density. If air density is low, the blower speed is increased and vice versa.
Air density decreases significantly with elevation. Air density in Denver is approximately 10% less than in New York City, so air conveyors there need larger blowers that can move air faster For applications in some of the highest elevations, like Mexico City, its common to de-rate blower horsepower by 30% or more. So when a 3-hp blower would do well at sea level, a 5-hp blower would be recommended for the same application at high elevation.
Air density is inversely proportional to temperature. Hot air rises because it is less dense than cold air. So in factories that start the day cold (18°C) and become hot (30°C) by the end of the day, the air conveyor blower speed must increase throughout the day. With a typical conveyor, a variable-frequency drive controls blower speed; it may rise 10 Hz to account for air density changes.
Despite humid air feeling “thick and heavy,” it is actually lighter than dry air. Water has a mass of 18 g/mol, while air (with 78% nitrogen) has a mass of 28 g/mol. The more humid the air is, the less dense it is and higher blower speeds are required. Humidity also requires a drive with an adjustable range of several hertz to maintain consistent air conveyor operation.

Air Conveyor Applications
Bulk conveyors are perhaps the oldest use of air conveyors. Simple bulk air conveyors are little more than tubes with a blower at one end. Material is moved by the airstream moving through the tube. Some bulk conveyors are fully enclosed; others are open on top or on one side, such as metal scrap conveyors. These conveyors use sets of louvers at intervals to keep the scrap stream moving. Bulk conveyors move powders, scrap, coal, bottle caps, and grain. Generally bulk conveyors are not used for delicate objects that could be damaged if not moved in a specific orientation such as bottles, although some heavier bottles are conveyed this way.
Deck conveyors try to (but do not) lift products off the conveying surface to minimize friction. Products moved with these include cans, caps, and cartons or cases. Deck conveyors work like air hockey tables, except that in addition to the lifting holes, there are directional louvers that propel products in a certain direction. It is not uncommon for deck conveyors to be inclined more than 10 deg., and specialized air deck conveyors called “tunnel tracks” for cans with decks on top and bottom sometimes serve as vertical elevators.
Cartons and cases are sensitive to deformed bottoms that can scrape on the deck and slow or stop flow. It is important that products moved on deck conveyors have a uniform side on which they rest on the lifting holes and louvers. Otherwise, all of the air meant to float the product may simply vent around it.
It usually requires some kind of guide to keep products from falling over. Usually a flat guide on top, parallel with the bottom surface, is used. It keeps products from lifting up and off the conveyor and also prevents products from tipping over when starting and stopping. Products without flat tops and bottoms may not work with air conveyors because they are not easily guided. However, there are some products/packages designed so they can be moved without a top cover. Other guide arrangements are also possible. For example, some air deck conveyed products such as plastic ketchup bottles may be guided on the shoulders rather than the top.
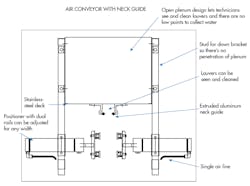
Neck ring conveyors for plastic bottles capture bottles by the ring (the area of a bottle just below the threaded portion the cap screws onto ), and bottles slide along the rail. Two low-friction rails arranged side by side and parallel to each run the length of conveyor similar to a railroad track. The rails are usually made of a replaceable UHMW wear strip which clips on to a ridged steel or extruded aluminum backing.
The rails or guides are spaced so that the neck ring is slightly wider—oftentimes, not more than by 1/16 to 1/8 in.—and the bottle hangs from the ring between the guides. The bottles cannot fall over when held like this. Adjustment of the conveyor guides is critical for keeping bottles in the neck guides and avoiding jamming both side and neck guides. Typically the side guides are positioned as close to the bottom or heel of the bottle as possible and spaced apart by approximately 3/16 of an inch more than the bottle diameter. The neck guides are often spaced 1/16 to 1/8 of an inch wider than the neck diameter of the bottle just below the neck ring.
If the neck guides are too tight, the bottles “linger” in the conveyor and cause jams. If they’re too loose, the bottles fall out of the neck guides. Proper side guide spacing helps keep the bottles’ side-to-side motion to a minimum and keep bottles in their neck guides. This prevents jamming, and bottles don’t “shingle” or overlap side by side due to wide side guides.
Due to the friction of the bottle-neck ring against the neck-ring guide, more air pressure is needed when bottles accumulate back to back to get them moving again.
Most neck ring conveyors use high and low pressure settings to accommodate both accumulated and non-accumulated pressure requirements. Photosensors along the length of conveyor look for crowded section of the conveyor and signal the blower in this section to increase pressure.
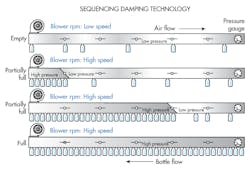
Other air conveyors use damper controls and pressure control, such as Advanced Manufacturing Technologies’ patented sequencing dampers to keep line pressures minimal and keep products moving consistently through the conveyors. This type of air conveyor has auto dampers mounted every 10 ft. down their length. When accumulated bottles block a photosensor, the damper next to the eye closes and the blower output is adjusted up such that pressure increases downstream between the shut damper and the blower where the bottles are back to back. The pressure increase gets the bottles moving again at line rate quickly. Meanwhile, pressure upstream of the damper is kept at the lower pressure ideal for bottle transport. This type of conveyor provides precise control for lightweight bottles that crush easily, like 8-gram water bottles.

About the Author
Joseph Pawelski
Vice President, Technology
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: