Automation Software
Automation development software is a relatively new tool. In short, these suites provide a PC-based environment for writing and customizing controls, and a medium for initial component selection and design work. Then, once the design is finalized, the same software is used (where needed) to load pieces of generated programming (for commissioning and even diagnostic support) onto actual drive controllers to execute motion tasks.
Several manufacturers offer their own versions, but the packages share some characteristics: Most versions allow engineers to freely specify complete drive systems, sometimes including motors and gearbox components; and leverage consistency that extends from controls down to electromechanics. In addition, these software suites are often compatible with mechatronic components designed for efficient connectivity, to further leverage the software's potential — even for critical safety requirements.
Q&A
Does this software favor centralized or noncentralized control?
Neither. Intelligent automation allows designers to customize system architecture to best suit the application. The preferred topology depends on the application and mechanical machine design: Decentralized drive-based topology (as detailed in the next question) supports modularity, so is suitable for cyclical line processes, in which predominately independent units are linked together along a material flow. In fact, mechatronic drives for distributed control can reduce material costs; minimize the burden on master controls by performing time-critical open and closed-loop control functions; and simplify designs by integrating certified safety functions.
On the other hand, centralized topology (or controller-based automation) is indispensable for the synchronized motion of multi-axis systems. Centralized architectures can also assume process control functions. For machines such as robots, packaging machines, or handling systems, for example, powerful centralized controls are usually preferred.
Is the software compatible with mechatronic drives?
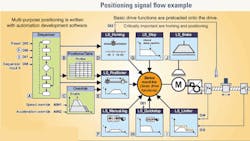
Yes. Some servodrive-based automation simplifies motion and process control with multilayer software architecture. In these designs, the first level consists of basic functions.
Consider preloaded drive-based synchronous and asynchronous motor control: Here, some controllers automatically detect compatible motors to be actuated using electronic nameplates installed in the motors; the control structure is adapted accordingly, and motor-specific parameters are preset. Motor controls are then accessed via basic drive functions, to get necessary signals. Tailoring (with homing or follow-set-position functions, for example) is automatic, based on which functions are activated.
The second architecture level consists of customized software created by the user within development software; it contains application-specific functions. Standard tasks here can be selected and commissioned by entering a few parameters; more advanced functions are built of readymade function blocks from a library. Each block can be reused numerous times; the only restrictions are available memory and hardware computing power.
How is safety integrated?
Conventional hardware (such as safety relays, speed monitors, and motor and mains contactors) increases component count and wiring costs. In contrast, integrated drive-based safety is implemented in the drive controller, sometimes in the form of physical modules that snap into controller slots. These modules are graded by functional range.
Safety module selection is based on the application's level of danger. In Safe Torque Off (STO), power is immediately removed from the motor output, and the motor coasts to a stop. In Safe Stop 1 (SS1), the motor is actively stopped with quick-stop deceleration — and at zero speed, STO is implemented. In Safe Stop 2 (SS2), the motor is actively stopped, but at zero speed, the motor continues receiving power — for a safe operating stop.
A PLC-based Profisafe module that incorporates the STO, SS1, and SS2 with Profinet or Profibus allows quick integration of these functions with automation software. Each passive or active sensor input is redundant, with the circuitry feeding two independent microcontrollers in each module.
This month's handy tips provided by Craig Dahlquist, application engineer for Lenze, Uxbridge, Mass. For more information about Lenze's L-force Engineer development software, visit lenzeamericas.com or call (508) 278-9100.
