
Engineers still seem to prefer stainless steel vacuum chambers over aluminum ones. But aluminum provides benefits for vacuum chambers, especially for ultra-high (UHV) and extreme vacuum applications. (UHV is between 10-7 and 10-12 mbar, and extreme high vacuum [XHV] is associated with vacuum levels in outer space).
Indeed, aluminum often outperforms older technologies used for vacuum chambers on several levels. Here are the most significant and consequential benefits of using it in a vacuum system.
Thermal conductivity. Aluminum has excellent thermal properties, giving users 10 times the thermal conductivity as stainless steel and 21 times its thermal diffusivity. Aluminum also has extremely low thermal emissivity rates. Excellent thermal properties such as these make aluminum an excellent vacuum material.
Aluminum’s surface properties let aluminum vacuum chambers complete full bakeouts at 150oC. (Bakeout is a procedure in which materials are placed in a vacuum chamber and heated so that any volatile compounds in the metal are driven off.) This is a much lower temperature than those needed for bake outs in stainless steel chambers.
Aluminum chambers also heat up uniformly, so bakeouts are more complete—and with significantly shorter cycle times—because there are fewer cooler zones that can recondense volatile gases.
Ultra-pure vacuum. Hydrogen is the predominant residual gas in metal vacuum systems used for UHVs and XHVs. Reducing the hydrogen outgassing rate is the most challenging problem in establishing extremely high vacuums with stainless steel. With seven orders of magnitude less hydrogen outgassing than stainless steel, aluminum gives users ultra-pure vacuums. Aluminum also has low levels of carbon, resulting in significantly less H2O, CO, C2 and CH4 than stainless steel.
Lower contamination and outgassing rates. An aluminum chamber processed according to Atlas UHV specification AVSP-08 must have clean surfaces; they make it easier for a dense passivation layer to form, which lets hydroxides be converted into stable oxide molecules. This leaves a surface that inhibits diffusion of other contaminants, which further reduces pumping requirements.
Faster pumping equates to smaller and less expensive pumps, ultimately saving costs for pumps and less energy use. A baked aluminum chamber has an outgassing rate of less than 1x10-13 Torr liter/sec cm2 compared to stainless steel’s 6.3x10-11 Torr liter/sec cm2, making aluminum suitable for XHV applications.
No magnetic interference. For applications that need non-magnetic chambers, aluminum offers magnetic transparency. An aluminum chamber built to Atlas UHV standards provides low magnetic permeability, which translates to no measurable disruption to electron and ion optics.
Less residual radiation. Fluorine gas is commonly used to clean aluminum chambers, but it can be corrosive. To increase aluminum’s corrosion resistance, it can be treated with an AVSP-08 process developed by Atlas UHV.
The process creates a dense protective layer that increases aluminum’s corrosion resistance and makes aluminum chambers and gas delivery lines far more resistant to fluorine than stainless steel components. If needed, surfaces can be further protected from halogens by creating an even thicker and harder oxide layer using electrolytic anodizing.
High-speed machining. Aluminum is known for its superb machinability; it lets aluminum be machined up to 10 times faster than stainless steel. It also lets aluminum chambers be made with more details. Aluminum can be cut, shaped, formed and extruded quite easily. Chamber features can be made to precisely fit an application. This can lower the need for additional space and equipment compared to the alternative of tailoring an application to fit a chamber’s limitations.

Vibration damping. Aluminum provides high vibration dampening and increased absorption. With a low Young’s modulus elasticity (69 GPa or one third that of stainless steel’s 207 GPa), aluminum has outstanding vibration dampening characteristics. This can be particularly important and makes aluminum the chamber material of choice for applications in precision synchrotron, semiconductors and physics where excess vibration can have disastrous consequences.
Material costs. Probably the greatest cost savings of aluminum chambers is in materials. Compact aluminum vacuum chambers can have 40% smaller footprints, making them an economical alternative to bulky stainless-steel chambers. This can be especially valuable if floor space is at a premium.
Add to this the fact that if an aluminum chamber weighs a third of what a stainless-steel chamber of the same size weighs and shipping costs drop, the need for expensive supports goes away, and handling and installation becomes easier.
Integrating components and all-metal flange seals. When using an aluminum chamber, it is often necessary to provide a juncture between aluminum and stainless steel that will adequately seal the two together. Metallurgically bonded (explosion or diffusion bonding) bimetallic transitions provide hermetic, vacuum tight seals that handles cryogenic, liquid, or gas supply lines.
These transition joints can be entirely welded or flanged joints. Bimetal flanges provide durable, all-stainless sealing faces. Bimetallic joints let engineers choose which materials they need and where they need them to perform do their job within the overall vacuum system (see “Explosion and Diffusion Bonding,” below).
These metal-to-metal transitions withstand the pressures and temperatures needed for handling liquid nitrogen, hydrogen, helium, and other industrial gases and liquids. Adhesives are not used for these applications due to their high outgassing rates and, in cryogenics, their tendency to become brittle.
When considering the entire cost of a vacuum chamber, from shipping to installing to operation, aluminum chambers can save users between 40 and 60% over stainless steel chambers. And the larger the chamber, the more pronounced the savings. Further, when fitted with flanges and fittings treated with the AVSP-08 process, aluminum vacuum chambers cost less than comparably equipped stainless-steel versions.
The thermal, machining and materials cost advantages are clear, which is why the semiconductor industry relies on aluminum for many of its wafer production tools.
Explosion and Diffusion Bonding
Explosion bonding or welding (EXW) is a solid-state process that joins dissimilar metals at the atomic level. Plates must lay flat against one another with a flyer plate on top of the base plate but separated by a small gap. Technicians place an explosive charge on the flyer plate and detonate one edge of it. A controlled progressive ignition travels across the flyer plate like ripples in a pond.
The explosion accelerates the plates together with impact velocities of 5,900 to 7,200 ft/sec. A high-energy surface plasma forms between the plates, moving ahead of the collision point and stripping electrons from the two bonding surfaces. The electron-hungry metals are then thrust together at extreme pressures, forming an electron-sharing bond.
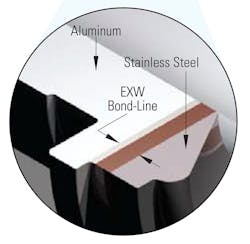
Metals such as copper and stainless steel can be readily bonded through EXW. However, aluminum and stainless steel are incompatible and not directly bondable because of the explosion forms brittle intermetallic compounds
Atlas UHV has researched and developed a patented multi-layer composites technology that solves this problem. It exploits the metallurgical compatibility of a multi-layered sandwich of 316L stainless steel, copper, titanium and 6061 T6 aluminum. The fused material gives parts maximum hermeticity, ductility, and the ability to handle changes from cryogenic to high temperatures and back.
Diffusion bonding is a process in which different metals are fused together under high pressure and heated. Bonding happens in stages. First the materials yield and creep in a way that the frictional force pushes waves of plastically deforming material into a larger area of contact. Then, atoms in the contact area diffuse and rearrange the boundaries of the two materials to eliminate pores originally in the bonded area. Finally, diffusion dominates the area, and a bond is created.
This method of bonding depends on the strict control of pressure, temperature and the holding time. These conditions differ for bonding different materials.
Working with companies experienced in a variety of bonding methods and bonding materials will help ensure design needs are met. Once the bond is made, it also takes expertise to properly machine the joined material into useable parts.
Jed Bothell is a vice president at Atlas UHV.
About the Author
Jed Bothell
Vice President, Atlas UHV
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: