The Benefits of Nitriding and Nitrocarburizing
Nitriding (N) and nitrocarburizing (NC) are thermochemical treatments that diffuse nitrogen and carbon into the surface of metals. Nitriding is used on ferrous, titanium, aluminum, and molybdenum alloys, and most commonly on low-carbon, low-alloy steels. Nitrocarburizing is only used on ferrous alloys. They improve surface properties of metal components and tools such as scuff and corrosion resistance, and increase the fatigue strength.
Nitriding is a lengthy process and, depending on the case depth requirements, may take 4 to 60 hours or more. Nitrocarburizing is much quicker and takes 0.5 to 6 hours. The number of parts (mass of the load) processed may affect how long it takes the furnace to get up to the required temperature but does not affect nitriding/soaking time.

Plasma nitriding is done in a vacuum chamber which serves as the anode with the part to be nitrided, a crankshaft, serving as the cathode. Nitrogen ions bombard the part and form active nitrogen that reacts with surface and diffuses nitrogen into the steel. The plasma-glow discharge surrounds the load and it can be seen through the port window.
The processes boost the surface hardness of treated parts. For example, the typical starting hardness of steel is about 30 HRc. After treatment, it can be as high as 1,200 HV or 72 HRc for stainless steels, and Nitralloy135 M. The processes also increase abrasion and wear resistance, and improves bending and/or contact fatigue properties. For example, nitriding increased the bending fatigue strength of 3% Cr-Mo from 480 to 840 MPa (a 75% improvement). And the rolling contact fatigue time-to-failure of M50 steel bearing components was increased by a factor of 10. The processes also decrease a part’s coefficient of friction. The processes also form a thin, corrosion-resistant layer of iron oxide/magnetite, which significantly increases corrosion resistance.
Surface-dependent properties of components, such as their bending and torsional and rolling contact fatigue resistance are increased. Many of the surface improvements stem from increased compressive stresses. These are due to an increase in the specific volume of steel at the surface from the nitrogen diffusion.

Plasma nitriding can be used for hardening long parts, such as this steel shaft, because it delivers a uniform diffusion of nitrogen along the entire part.
Nitriding is typically carried out at 450 to 520°C and nitrocarburizing at 540 to 580°C. These treatments are below the tempering or stress-relieving temperatures of steel, which are over 600°C. Therefore, the processes cause little or no distortion.
Nitrided layer will wear with time depending on the contact stress. It withstands temperatures up to 400ºC but this depends on the type of steel. Steels with higher content of chromium-molybdenum and vanadium have the highest resistance to temperature. Nitrided parts do have much higher resistance to temperature than carburized steels. Low temperatures do not affect nitrided layers if the steel itself does not become brittle.
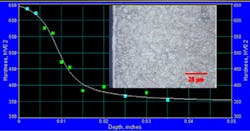
This graph shows the distribution of hardness in nitrided 4340 steel. The inset micrograph shows the nitrided layer on the left.
The most efficient and well-known methods of these treatments are plasma and gas nitriding or nitrocarburizing. If all-over treatment of component is required, gas methods should be used since the gas gets to all surfaces of the parts. If only partial hardening is needed, plasma methods are preferred because technicians can protect selected surfaces such as threads or thin sections to prevent them from becoming brittle. This is easily done by mechanical masking which eliminates plasma contact on surfaces.
But stainless steel components are usually better treated using a plasma process because it is effective at activating the surface. During plasma treatments, ions bombard the treated stainless steel and sputter off native chromium. This makes it easier for the surface of the steel to absorb and diffuse nitrogen. Gas methods, on the other hand, require activating agents such corrosive acids be added to the nitrogen-rich gas. The acids remove chromium oxides by chemical reaction on the surface.
Low-density sintered automotive products, such as hub synchronizers, slides for pumps, turbocharger components, and armatures, as well as those used in other industries, are limited to plasma-based treatments. That is because gas nitriding uses nitrogen-rich ammonia, a gas that can penetrate throughout a part’s entire volume. This causes internal nitriding and brittleness.
Nitriding can be treated as a final operation in most situations. Post-nitriding polishing is applied if a super-low surface roughness is required. Nitriding does not change part weight, but they may grow a little—about 0.001-0.005 mm on a diameter of about 50 to 80 mm. Growth is predictable and repeatable.
Both plasma and gas nitriding have become more popular in the last few years and in many situations are displacing through-hardening and carburizing, which are carried out at temperatures high enough to change the size of the treated components.
This was written by Edward Rolinski (Sr. Scientist) and Mike Wood (President) at Advanced Heat Treatment Corp. If you have any questions regarding heat treatments, please feel free to contact them at 319-232-5221.

About the Author
Edward Rolinski
Sr. Scientist
M. Woods
President
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: