
This file type includes high resolution graphics and schematics when applicable.
Metal bellows have long been a key component in demanding sensing and sealing applications. In fact, due to their ubiquity, many engineers now consider them generic items—just specify a few key dimensions, pick a metal alloy, and you are good to go. Think of bellows as a combination of a piston and a spring. Like a piston, bellows can convert changes in their internal or external pressure into an applied force. Like a spring, bellows deflect elastically in response to an applied force and exert a reactive force.
The reality, however, is that not all bellows technologies are created equal. Different manufacturing methods and material grades can profoundly affect how metal bellows will perform in terms of their stroke, pressure capabilities, and spring rate and temperature response. Manufacturing methods and materials will also determine how long your bellows will last in the field. The wrong bellows may work for a short time but not achieve the expected lifecycle.
To be successful with metal bellows, first gain an understanding of the basic design and sizing inputs. Bellows have some specification requirements that you probably did not cover in engineering school. Next, pay close attention to the distinction between different welded and seamless constructions. Each type strikes a different balance between cost and performance, and each has its own application sweet spots. Finally, consider the type of materials. Sometimes the choice of bellows materials will be obvious. However, it is more likely that you will be confronted with choices between different metal alloys, any one of which could meet your requirements.
Here is a closer look at what you need to know to pick the right type of bellows for your application.
Design Considerations
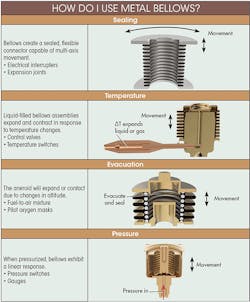
Bellows are a versatile component, having the characteristics of both a piston and spring. They are used in dozens of different sensing, fluid handling, and actuation applications. In general, these applications fall into four broad categories—sealing, temperature, evacuation, and pressure, otherwise referred to as “STEP.”
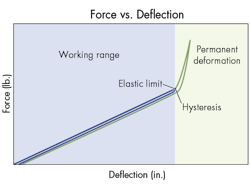
The versatility of bellows, however, also creates some design challenges. Bellows behave differently, depending on how you load them. Like a spring, bellows exhibit hysteresis and linearity effects that must be considered in any design. A given bellow, for example, can have one set of lifecycle, pressure, and stroke characteristics when compressed under an axial load, and an entirely different set when expanded with an internal pressure.
When choosing a bellows for your application, you should start with some fundamental application details. Most obvious are the dimensional specifications. You will need a bellows with an outside diameter and free-height length that will fit your package constraints.
Things will start to get more complicated when you need to reconcile those packaging constraints with the bellows’ functional requirements. Both diameter and length have a bearing on two important performance attributes: “spring rate” and “mean effective area.”
Spring rate (SR) refers to the resistance force exerted by a bellows in response to an axial load.
SR = Axial load/Deflection
The wall thickness, material, outer diameter (OD) and inner diameter (ID) of the convolutions, and number of convolutions determine the SR.
Mean effective area (MEA) relates changes in pressure to changes in force. You can determine MEA empirically by measuring a bellows’ initial and final force and pressure values. Alternatively, you can calculate the MEA using this formula based on the bellows outside and inside diameters:
MEA = π/12(OD2 + (OD * ID) + ID2)
Along with your pressure and stroke requirements, both SR and MEA form the basis of lifecycle and force calculations that will determine whether a given bellows will meet your functional requirements. The operating environment’s thermal, chemical and vibration conditions also should be taken into account, as they can influence performance and lifecycle.
A typical bellows datasheet will present all of the information you need to select the right bellows. You will find values for length, wall thickness, convolutions, SR, and MEA, as well as maximum stroke and pressure. However, given the complex relationships between bellows loading, environmental conditions, and performance, take the datasheet values with a grain of salt. It’s not so much that the datasheet values are inaccurate, but rather the values are based on load cases that may not reflect real-world conditions. Therefore, it’s a good idea to review the finer design details of your application with an experienced bellows supplier early in the design process.
Manufacturing Methods
With metal bellows, you cannot begin to talk about performance without considering the manufacturing method. All of the key performance parameters we just reviewed depend heavily on the way the bellows is formed or welded.
Seamless hydroformed bellows
As their name suggests, seamless metal bellows have no welded joints. Instead, they are produced in a multi-step, deep-drawing process. A secondary hydroforming step forms the convolutions. The deep-drawing and hydroforming processes can hold extremely consistent dimensional tolerances. For example, wall-thickness variation from a well-controlled deep-drawing process is typically within ±0.0001 inches.
This dimensional consistency translates directly to a tight spring-rate tolerance, and a precise response to applied forces and pressure. In addition, because they’re drawn and formed, seamless bellows avoid the potential leak paths and internal stresses of welded joints. Seamless production methods also allow the bellows to be closed at one end, making it possible to integrate connection points or other design features.

Seamless bellows do have some package size limitations. Their sweet spot for OD lies between 0.25 to 3 inches. Seamless bellows also have a higher initial tooling cost than seam-welded bellows. At high production volumes, though, the tooling costs of bellows is low enough to be considered negligible.
For high-volume applications requiring a small package size and a precise spring rate, seamless bellows are by far the most popular choice. These applications include many kinds of appliances, HVAC, and industrial controls and sensors. Some examples are thermostats, oven and refrigeration controls, gas valves for boilers, and pressure and temperature gauges.
Seam-welded formed bellows
Made from rolled, welded, and formed sheet-metal stock, seam welding excels at cost-effective production of large-diameter bellows. Diameters up to eight inches are not uncommon and would be cost-prohibitive with seamless deep-draw production methods. Seam-welded bellows can also be fabricated to any required length. In addition, initial tooling costs are low.
Seam-welded bellows are useful in applications that need a large, yet lower-cost, bellows. These applications include expansion joints or other connections that compensate for the movement of mating components.
Seam-welding bellows, however, do not lend themselves to applications that require a precise spring rate. That’s because their wall-thickness tolerances are determined by the sheet-metal stock, not the precision deep-drawing process. Typical wall-thickness variation for seam-welded models is ±0.0005 inches, or about five times greater than a seamless bellows.
With wall thickness, tolerances influencing SR, and MEA, seam-welded bellows inherently have a less precise response to pressure and applied forces, which rules out many sensing and control applications.
Seam-welded bellows have other limitations as well. For one, the welding process limits your material choices, ruling out brass and bronze. For another, seam-welded bellows have to be open at both ends, which limit their design flexibility. They’re typically used in applications that require less than 10,000 full stroke cycles.
Edge-welded bellows
Production of edge-welded bellows requires a combination of stamping and welding processes. The stamping process first turns out a set of ring-shaped diaphragms. The diaphragms are then joined with welds along their inside and outside diameter.
All that welding makes edge welding one of the more expensive production methods, but the costs can be worth it because edge-welded bellows often feature the smallest package size for a given set of lifecycle and stroke requirements. They also offer the ability to dial in a specific MEA value, because the stamping process offers tight control of ID and OD. Typical ranges of the diameters are 0.5 to 7 inches for the OD and 0.2 to 6.5 inches for the ID.

Edge-welded bellows are typically used in applications where package size is at a premium and cost is less of a factor. These applications include aircraft engines, semiconductor equipment, and medical devices. Edge welding doesn’t lend itself to high-volume production.
Electro-formed bellows
Formed by the electro-deposition of nickel onto an aluminum mandrel, these bellows are not subject to the geometry limitations of formed or welded bellows. They offer tight control of wall thickness, convolution shape, and diameters, which allows you to fine-tune the spring rate, mean effective area and stroke. Electro-formed bellows are also compact, with package sizes down 0.125 inches across.
Though not as costly as edge-welding, electro-forming is significantly more expensive than hydroforming. For this reason, electro-formed bellows are used primarily in low-volume, high-performance applications such as aerospace and defense.
Bellows Materials
The tensile, chemical, and physical properties of the bellows material also play crucial and obvious roles in bellows performance. One key to the versatility of bellows in many different applications is the wide variety of metals, including:
• Brass: A traditional and popular bellows material with a low manufacturing cost, brass solders are easily on a par with today’s lead-free solders. Usually used in applications that involve an air medium, brass can withstand operating temperatures up to 300°F. Ultimate tensile strength ranges between 49 to 68 ksi.
• Bronze: With a slightly higher tensile strength, better corrosion resistance, and better electrical conductivity than brass, bronze also offers a low manufacturing cost. Bronze solders as easily as brass, but can also be brazed for use in high-temperature applications. Bronze bellows are often used in high-volume applications, such as appliances and HVAC equipment. For bronze, ultimate tensile strength ranges between 40 to 90 ksi.
• Beryllium copper: Beryllium copper (BeCu) is ideal for seamless metal bellows. It features a high tensile strength ranging from 75 to 85 ksi, and electrical conductivity. Beryllium copper can be soldered or brazed. When age-hardened, beryllium copper holds length tolerances better than alternative bellows materials. Beryllium-copper bellows are often favored in applications that require a small package size and demanding lifecycle requirements, including aerospace systems and instruments.
• Monel: Monel is a nickel alloy that offers better corrosion resistance than brass, bronze, or beryllium copper. Monel is routinely welded, though it can be brazed, too. With similar mechanical performance to bronze, Monel is often used in corrosive environments, such as those containing steam or salt water. It features typical ultimate tensile strength of 80 ksi.
• Stainless steels: Bellows are manufactured from a variety of stainless steels, the most common of which are 316L and 321. Stainless steel has excellent tensile strength, making it easier to maximize stroke and minimize package size. Both 316L and 321 have a minimum tensile strength of 90 ksi. Stainless steels also have excellent corrosion resistance in multiple environments and media. Typically brazed or welded, stainless-steel bellows withstand high operating temperatures. Stainless-steel bellows applications include electrical interrupters, power transmission systems, and industrial controls.
• Nickel: Nickel is a hard material with excellent corrosion resistance. Electro-deposited bellows are made from nickel, but the material is also useful as corrosion-resistant plating for other types of bellows. Used in an array of aerospace applications, nickel has a wide range of tensile strength, ranging from a min 50 ksi to a max 145 ksi.
Rob Hishmeh is President of Sigma-Netics.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: