What it Takes to be a Commercial Aviation Jet Engine Lubricant

Lubricants used in the aviation world are subject to significantly different performance demands than those in other industries. Those demands also change as the engine and airframe designs change. So, as aircraft equipment evolves, so do the lubricants. Also, the restrictive and regimented regulatory environment for aviation is like nothing else.
The Tasks
Lubricants handle many important functions in jet engines. The most important is absorbing and removing heat from bearings. Heat then gets passed from the lubricant to the fuel, heating the fuel and cooling the lubricant. This fuel-to-oil heat exchange is important as the fuel tanks on aircraft are routinely exposed to extremely cold temperatures at high altitudes.
Lubricants also reduce friction between moving metal parts and are expected to do this despite a wide swing in outside temperatures. Turbine oils are expected to be fluid at low temperatures with pour points below 54°C (−65°F). (The pour point is the minimum temperature at which an oil can pour down out of a beaker.) They must also have low volatility at high temperatures because they will be exposed to temperatures of about 200°C and have flash points greater than 246°C (475°F).

Aviation lubricants must also carry particulate debris to oil filters for removal. They should protect engine parts from corrosion and resist and prevent deposit formation. At the same time, they need to prevent elastomeric seals, O-rings, gaskets and other engine seals from breaking down, which can be particularly challenging based on the chemistry.
Chemistries: Esters
Performance from today’s jet engine lubricants must go well beyond the capability of petroleum-based oils. That’s why most of them are based on synthetic polyolesters, which provide the needed thermal stability. Esters are synthetic fluids formed by reacting fatty acids and alcohols, producing water as a byproduct, which is driven off with heat. One of the primary raw materials that serves as the source of fatty acids is palm kernel oil or coconut oil.
Esters are polar molecules and very hygroscopic, having a natural affinity for water and readily absorbing it from the atmosphere. So, it is critical to keep ester-based lubricants away from water. Water contamination of ester fluids can cause hydrolysis, which may form acids, especially in sealed systems. This is a battle the aviation lubrication industry fights continuously.
To keep lubricants safe from this threat, they are packaged in metal, which should always be kept sealed until use. Opened containers should be used quickly to protect it from absorbing water from the atmosphere.
There are two basic types of esters in use today: diesters and polyolesters. Diesters are relatively simple molecules compared to the more complex polyester molecules. Diesters have slightly lower viscosities than polyolesters, and both have good fluidity at cold temperatures compared to other lubricants. This is important because they must routinely work in temperatures of −50° C when aircraft are flying.
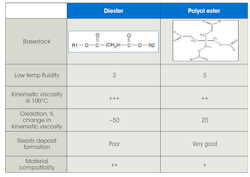
Diesters are prone to oxidation, and their kinematic viscosity can change significantly when they oxidize. Polyolesters are better at resisting oxidation, hence the trend toward polyolester-based lubricants as temperatures in engines and lubrication increase. Polyolesters are better at preventing deposit formation. Lastly, diesters are compatible with materials found in seals, base oil seals and additive packages in oils.
Specs
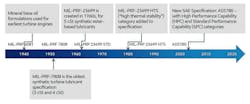
Over the years lubricants have had to meet changing specifications. For example, the earliest turbine engines relied on mineral oil-based lubricants to meet the now-obsolete mil spec MIL-PRF-6081. Although no manufacturers make products that meet the spec, it is still in effect for heritage and historical aircraft. Early jets flown in air shows still use 6081 spec fluids.
In the 1950s, as the technology of the turbine engine advanced, chemical engineers under military guidance developed the first generation of synthetic Type I lubricants. The requirements became MIL-L (PRF)-7808 and it is administered by the U.S. Air Force. Although most are diester-based, some are polyolester-based. These Type I lubricants had improved thermal and oxidative stability and better low-temperature viscosity compared to mineral oils.
7808 fluids are still used in auxiliary power units (APUs), the small turbine engines in the tail of most commercial airliners. They provide electrical power for the aircraft on the ground and in emergencies. Sometimes APUs need to start quickly at high altitudes in frigid temperatures, so the low-viscosity turbine oil is important.
Second-generation (Type II) synthetic lubricants were concocted in the 1960s to keep pace with advancing engine technology that subjected lubricants to higher temperatures. The U.S. Navy wrote the MIL-L (PRF)-23699 specification as it searched for better performing lubricants. Type II lubricants are polyolester-based with much better thermal stability. They also have higher viscosity of 5 cSt at 100 C and better anti-wear protection and resistance to oxidation, meeting a higher set of demands than 7808 fluids.
The 23699-specification continued to evolve, and in the early 1980s a new section was written, MIL-L (PRF)-23699 HTS, because the U.S. Navy wanted even better high-temperature thermal stability. Third-generation Type II-HTS lubricants offered enhanced performance over Type II oils for engines running at hotter temperatures and with higher lubricant temperatures. They were polyolester-based had the same viscosity at 5 cSt as at 100 C but additives improved thermal and oxidative stability.
By the late 1990s, commercial manufacturers of engines and aircraft became dissatisfied with the MIL-PRF-23699 specification, and the fact that throughout most of the history of turbine lubricants the military made approval decisions. A civil specification emerged as OEMs also wanted a say in the approval process and how lubricants would perform in their hardware.
A civil, OEM-based specification was necessary because military and civil gas turbine engine designs and requirements diverged and were operated and maintained very differently. For example, the F/A-18 Hornet—primarily used by the U.S. Navy, but also the U.S. Marine Corps and others—has high good flight performance and a top speed of Mach 1.8 (1,381 mph), thanks to GE F404 engines . But they do not typically remain mounted on the airframe too long. They are removed, cleaned, disassembled and inspected, and parts are replaced after on the airframe and operating for a little under 2,000 hr.
Maintenance on military engines is intensive, which is different for civil engines. For example, on a Boeing 737-800 with a top speed Mach 0.82 (629 mph), it’s two CFM56-7B engines are left on the airframe for over 20,000 hr without being removed. Maintenance is one while the engine is fastened to the airframe. Disassembly is only performed if necessary. Trying to keep the engines in civil service for long periods puts different demands on the lubricant than in the military. Therefore, OEMs decided they needed their own specification.

The modern jet oil specification, SAE AS5780, was written in the early 2000s to address next-generation engine requirements. Higher thermal stress in new engines demanded lubricants with better oxidative performance and load carrying without damaging seals and elastomers.
SAE AS5780 is essentially a supplement to MIL-PRF-23699, which is still in effect, and will be widely used into the future. SAE AS5780 has additional test requirements that reflect the reality of commercial aviation applications, including long-term seal compatibility and deposition tests. AS5780 also creates two performance categories to qualify jet oils: standard performance and high-performance.
Aviation Greases
Grease is also used in commercial aviation in many airframe applications as a lubricant. For example, it lubricates drive screws in hydraulically powered actuators that move flight controls and landing gears, trackways for flaps, ailerons, leading-edge slats, and rudder and elevator linkages.
Low-temperature performance is critical for aviation. At altitudes of 30,000 ft, the air temperatures can be −40°F to −94°F (−40°C to −70°C.) Overall, Airframe grease must work has to function from −73°C to 121°C (−94°F to 250°F).
Airframe grease products must qualify against both military and OEM specifications if they are to be sold. Military specs include MIL-PRF-23827 and MIL-PRF-81322, and an example of an OEM spec is Boeing’s BMS 3-33.
Typically, aviation greases contain PAO and ester-based oils with lithium thickeners. There are some clay or synthetic clay thickeners, as well. All the greases have additives, and some specialized aviation greases use solid additives such as molybdenum disulfide.

Most aviation greases have consistency ratings between NLGL 1 and 2, with most around 1.5 due to low temperatures. Generally, airframe greases must have low-base-oil viscosities for extremely low temperatures.
Wheel bearing greases are put in sealed, tapered roller bearings on aircraft landing gear. There are two sets of bearings to handle axial loads in both directions. Because they’re sealed, there is no re-greasing while in-service, but typically wheels are removed and overhauled on an accelerated schedule in commercial aircraft.
Because of tire wear, wheels are removed every 100 to 200 landings. While the tires are off being inspected, refinished, retreaded or reused, the bearings also are removed, cleaned and inspected. Those deemed airworthy are repacked with grease and put back into service. The grease is completely removed and replaced each time there is maintenance. This can be often—every two to six months, depending on the aircraft’s schedule. Short-haul carriers can make many landings per day, decreasing the service life of lubricants and components.
Wheel bearing greases are exposed to conditions different from airframe greases. Wheel bearings see higher temperatures, ranging from (−64°F to 392°F (−54°C to 200°C), and are subject to higher loads. Base oil viscosity is also higher in wheel bearing grease than airframe grease.
Wheel bearing grease products are qualified by military (MIL-PRF-81322) and wheel bearing and airframe OEM testing and specifications. A new specification (SAE AMS 3058) is currently in development.
Approval Process
The aviation industry is highly regulated. Aviation lubricant specifications are quite regimented compared to lubricants used in other industries and have many requirements. They also contain compositional limitations, indicating exactly which chemistries can be used, and demanding that all additives be ashless. There is a long set of minimum physical and chemical properties which stipulate minimum performance requirements, thermal stability, and tribological and deposition properties.
They also provide instructions on how to qualify products and make changes to approved materials if substitute materials are needed. For example, if an additive supplier goes out of business, it sets out how to use the same additive from another supplier and the need to get permission from regulatory authorities to do so. If a significant formulation change is made, it specifies the need to re-qualify the fluid, which takes many years of testing.
Specifications also say how to products will be supplied to the U.S. government, detailing the authorized package types and labeling specifications. It provides instructions on how manufacturers are expected to certify the quality of their approved materials, by vetting and investigating its own facilities and suppliers.
Qualifying a new product now takes a decade, for example. It starts with new product development in which performance goals and objectives are established, and research done to decide which base oils and formulation to use. Once the formula is chosen, qualification requires in-house testing and bench testing in rigs with regulatory agencies. Eventually qualification is performed against specifications, such as MIL-PRF-23699F or SAE AS5780B.
Airframe and component manufacturers must then approve the oil for their hardware. Ground testing and/or on-wing service evaluations are carried out with the companies that manufacture engines, components and anything the jet oil will touch. Their requirements vary. Some are happy with extensive ground testing in actual engines, but some require service evaluations on wings in actual aircraft. These can call for 5,000 hours in several different engines, which could include full engine removal and disassembly, and inspection of oil-wetted hardware, as well as oil and filter analysis. Maintenance manuals also must be updated.
All data, documents and reports are submitted to either the Federal Aviation Administration or European Aviation Safety Administration. Once they endorse the results and conclusions, OEMs can issue final approval.
Final approvals often come in the form of a document known as a Service Bulletin. This is an official communication to commercial airlines that an oil is approved for an application. Getting through all the requirements for all the engines and related hardware, done in parallel, takes 10 to 15 years. It is a daunting process to get new oils approved in the aviation industry.
Performance Expectations
New turbine oils must be backward compatible with existing lubricants because the preference in commercial aviation is for broad application. Managing several turbine oils for several engines becomes a significant challenge for airlines. So, using a single lubricant in as much of the hardware as possible is greatly desired, making universal approval highly desired.
General trends in engine temperatures in terms of gas path continue to increase, which may translate into still-higher lubricant temperatures. Although alternative chemistries are being assessed, the high heat capacity of esters is one reason why they continue to be used over other chemistries.
The materials in engines themselves also change. There are new alloys in bearings, gears and gear boxes, so new additives are developed. There’s also a greater use of non-metallic components. So, oils must have wider compatibility with seals, paints and various composites. Additives are expected to have fewer volatile antioxidants and better anti-wear properties, while carrying more contaminants and degradation products would protect elastomer seals over long periods.
The military sector is researching enhanced esters that carry more dirt and debris. There also are several exotic synthetic chemistries under consideration that have promise for turbine-engine use.
New oil technologies in commercial aviation follow the military experience which has more latitude to take risks. The commercial aviation lubrication industry is extremely conservative and careful, which is why it takes 15 years for new products to get approved. It’s all about safety and carrying paying civilians.
A Short History of Aviation Lubricants
In the early days of aviation, natural mineral or castor oils lubricated the piston engines that powered airplanes. These lubricants were used and improved through World War II. Mineral lubricants for piston aircraft were also acceptable for first turbine engines.
The jet age began in the late 1940s and put new demands on lubricants. The fuel temperatures in turbines increased, and so too did temperate of the lubricants. More capable chemistries were needed, and found, changing the chemistries of lubricants.
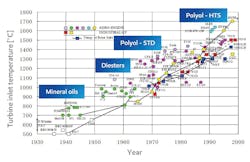
By the 1970s, Pratt & Whitney’s JT9D, one of the first high-bypass turbofan engines powering the Boeing 747, had turbine inlet temperatures of around 1,100°C. Technology continued to progress and temperatures increased. For example, the GE90-115B, a Boeing 777 engine, had turbine inlet temperatures at around 1,500°C.
As engine temperatures increased, the only lubricants that could meet the needs were synthetics. Diester synthetics appeared in the 1950s, and they are still used. In the 1970s, however, polyolester synthetics became the more popular choice. The newest engines have temperatures above 1,800°C, and some reach 2,000°C. These engines are constructed of ceramic matrix composites because titanium turbine components can no longer “take the heat.”
So, lubricants have been continually changed as engine temperatures have climbed. In the 1940s and 1950s, lubricant temperatures peaked at around 120°C. Today, they can handle up to about 200°C.
Aviation lubricants continue to do their jobs as engineers continue to formulate synthetics that can withstand the temperatures and stresses put on them in modern jet engines.
Debbie Sniderman is an engineer and CEO at VI Ventures, LLC, an engineering consulting company. You can reach her at [email protected].
This article first appeared in Tribology & Lubrication Technology (TLT), the monthly magazine of the Society of Tribologists and Lubrication Engineers, an international not-for-profit professional society headquartered in Park Ridge, Ill.
About the Author
Debbie Sniderman
Engineer and CEO, VI Ventures, LLC
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: