Motion Control Can Be a Package Deal

At a Glance:
- When evaluating a motion control system, an integrated approach with hardware and software can be a consideration.
- More complexity can add to potential points of failure and increased integration costs.
- The ultimate goal for end-users: a solution that offers scalability without any drawbacks.
Effective motion control is fundamental to almost any industrial machinery or processing operation. While there are many ways to incorporate motion control, systems are often comprised of controllers, drives, and electric motors. These systems convert electrical energy into mechanical motion, either directly or indirectly, to accomplish an industrial application task. When implemented correctly, motion control results in efficient and accurate operation.
Users must determine the type of drive and motor needed to power and control a specific application. There are a number of factors that ultimately determine the type of drive, including the motor form factor, size, and power needed. Two of the most widely used drive options are variable frequency drives (VFDs) and servo drives. VFDs are used with AC motors to regulate rotational velocity and acceleration. When absolute positioning is required, servo drives paired with motion controllers enable servo motor rotation and positioning with high precision.
For smaller and simpler applications, users may be able to cobble together a system of components from various sources, but this type of approach will require multiple software tools and various configuration files to get everything to work together. In contrast, the most successful motion control applications rely on a fully integrated portfolio of automation hardware and software.
Consider the Entire Platform
Usability is an important aspect of any motion control solution. Beyond specifying the correct motors and drives, users want a solution that will be easy to implement, run reliably for long periods of time and require minimal maintenance.
Motion control users aim to increase throughput and improve yield. While sometimes one product or another can help achieve those improvements, all that progress can quickly be lost if a system stops working. This is why many experienced end-users prefer a familiar and reliable integrated solution from a single vendor over an unfamiliar vendor offering only components. End-users know they can find more sustainable and durable solutions from larger, more experienced providers with a full-service global support network (Fig. 1).
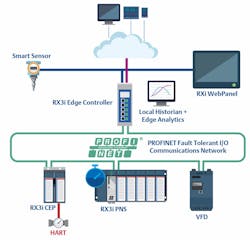
Achieving the required overall system reliability is easier when working with a motion product supplier who also offers associated automation hardware, safety components, accessories, software and services. Working with a single-source vendor also gives designers access to comprehensive development environments, easier integration among the various motion system components and class-leading support for their overall solution.
Separate Components: Benefit versus Risk
Over the years, there has been consistent advancement in the ability to perform motion control using VFDs and servo drives for various applications. Although the efficiency and performance of drives and motors have improved, some of the greatest gains in this area have been in the computing, communication and operating features included with drives as standard.
Designers may prefer to select drive components from multiple vendors because they are anticipating certain benefits, but these benefits do not always become a reality. For instance, while purchasing separate components may help lower initial cost, low component prices can quickly be outweighed by additional labor costs required to integrate the solution.
Sourcing various components from multiple vendors requires technicians to be well versed in several independent software environments, increasing software support costs and removing the benefit of a shared variable database between integrated components. Lack of a shared variable database results in much higher labor costs when writing the necessary logic in order to relay relevant information between the components, and even back to the person operating the machine.
The added steps increase complexity and introduce failure points into the overall design. When, there are compatibility issues, it can be hard to obtain support from multiple vendors who are not familiar with other products, and they may lay the responsibility of getting to a resolution elsewhere.
Just because an individual component vendor is associated with an industry or has a particular feature doesn’t mean it will add value to a complete solution. When performance counts, which is almost always, motion control products selected from a coordinated portfolio can provide significant integration advantages and peace of mind.
Performance Matters
There are a number of metrics to benchmark motor-driven equipment performance. The proper power, delivered at the right speed and accuracy, is critical for achieving effective motion control. Once a drive is confirmed to offer the necessary minimum specifications, users can investigate additional connectivity and performance features.
For VFDs, the traditional command method was a hardwired analog signal connected to a controller. Today, the preferred connection for most drives is Ethernet or some other standard fieldbus using an industrial communications protocol. This type of connection gives users and supervisory automation systems a quick interface to the basic drive commands, as well as full access to an on-board suite of parameters and functionality.
The newest VFDs provide PID and logic control on-board, as well as integrated safety functions. They can also support I/O points for monitoring and/or controlling other equipment (Fig. 2). Servo drive applications offer far greater accuracy than VFD applications and require specialized controllers and special servo motors able to execute advanced motion profiles with microsecond accuracy.

Since servo systems are so commonly used with programmable logic controllers (PLCs), a natural advancement was for suppliers to develop a servo controller which was natively installed right in a PLC backplane. This approach ensures optimum communication speed and 64-bit floating point precision for all interactions between the drive and the PLC—much better than with traditional networks.
Users depend on communications rates, path finding and position loops operating consistently regardless of how many axes are used. Servo control systems can be designed to be completely scalable so that they can offer an adaptable solution that can grow with a company’s needs. However, with scalable systems, it is important to consider performance degradation. Essentially, as the number of axes grow, the ability to effectively control them with the same level of accuracy usually requires more time. Users need to seek a solution that offers scalability without any of those drawbacks (Fig. 3).
Since EtherCAT is widely recognized as an excellent communications protocol within the industry, and since it is an open standard, products certified to use EtherCAT will work reliably and cohesively with existing and future control technologies.
Advanced Features
The most advanced VFDs include features like a simple auto-tune procedure, manual keypads or Bluetooth data sticks for easily creating and copying configurations.
One of the most useful features of advanced VFD’s is the ability to provide short-term overcurrent and torque. According to Newton’s first law of motion, “objects at rest tend to stay at rest.” In practice, it takes considerably more power to start motor-driven equipment than it does to keep it moving. VFDs able to provide up to 200% overcurrent and torque at startup allow the user to select a smaller and more power-efficient drive that can still operate the load.
Servo drives also offer more specialized features like camming. This is where there is one master axis, and many other axes are coordinated from it. For motion control applications like printing, filling, labelling, and cutting, it is common that the equipment is used for producing multiple products, so a motion controller that can provide the ability to change camming profiles on the fly can help designers accommodate smaller production lot sizes, and accommodate rapid changeovers for increased machine utilization.
Because industrial equipment remains in service for years or decades, users should consider motion control products from a major vendor with a track record of emphasizing and delivering modernization along planned migration paths. This helps equipment run for many years, with the availability of drop-in replacements for legacy components.
Consider Integration
Although it may be tempting to assemble smaller motion control projects using individual components from various sources, this approach can introduce issues quickly as project sizes scale up. Instead, users in all types of manufacturing, discrete and hybrid control markets should consider the benefits of building their motion control solutions using an end-to-end family of integrated products from an established vendor. The result will be better control, simpler integration and improved results, along with minimized expenses and development costs.
Alec Grainger is a senior product manager in charge of the PACMotion Solution for Emerson’s Machine Automation Solutions business.
About the Author
Alec Grainger
Senior Product Manager, PACMotion, Emerson
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: