Foiling Damage to Thin-Metal Welding

Although the cost per kilowatt hour of lithium-ion battery capacity has fallen substantially over the last decade, electric vehicle makers continue to seek better battery technology. Many aim to develop next-generation battery designs that offer significantly greater energy densities—and therefore, more vehicle range between charges—along with faster charging and resistance to overheating, nonflammable electrolytes and other safety issues.
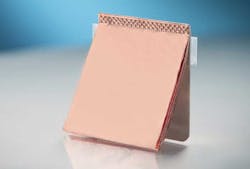
With existing battery materials and technology, the shortest route to building energy-dense batteries lies in incorporating more anode/cathode/electrolyte layers. These layers, made up of extremely thin metal foils separated by electrolyte, are the basis of the battery’s ability to charge/store and discharge/release the electrons that provide electric current.
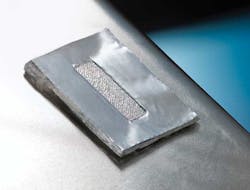
Today, graphite-coated copper is the most common anode foil material, while aluminum is a common cathode foil material. Within each cell, all of the copper anodes are welded to single, heavier nickel or nickel-coated copper tab, while the cathode foils are welded to a heavier-gauge aluminum tab. These “foil-to-tab” welds allow for current to charge and discharge through the external casing of each battery cell.
Adding foil layers within the physical confines of existing battery designs (e.g., 18650/20700 cells or flat “prismatic” cells) provides increased surface area for collecting and carrying electrons and, thus, increased energy density and battery capacity.
But there are technical challenges to increased battery density: At present, manufacturers can reliably fabricate current batteries using a maximum of about 40 or 50 foil layers, based on the use of extremely thin metal foils, ranging from 5 to 8 microns. The ends of these fragile, current-collecting foils must be bonded together, typically with an ultrasonic foil-to-tab weld.
Overcoming Foil Damage
For years, manufacturers could successfully add foil layers to batteries by increasing the energy/amplitude used in the ultrasonic welding process and then carefully monitoring weld-quality parameters. But as the number of foil layers has continued to increase, nearing or surpassing 60 layers, simply increasing weld amplitudes has resulted in higher levels of weld particulates and an increased risk of foil damage, evidenced by wrinkling, cracking or tearing. Such damage, which can be detected using weld quality data/limits, strength tests or visual inspections, threatens battery quality by reducing current capacity and increasing the risk of short circuits.
To successfully make foil-to-tab welds with these increasingly thick stacks of fragile metal foils, a change in ultrasonic weld technology was needed. After considerable effort in the lab and the field, Emerson engineers determined that making such welds required that weld energy be delivered more efficiently to foil-to-tab stacks. Customer and laboratory results showed that as the number of foil layers—and corresponding weld amplitudes—increased, the foils in these stacks could wobble or shift under the horizontal oscillation delivered by a conventional ultrasonic metal welder.

These units deliver weld energy through a cantilever-type actuator that extends outward before clamping down on the part. At higher levels of amplitude and clamp force, this actuating arm was approaching its mechanical limits, creating additional vibration that reduced clamp stability and weld efficiency. Adding amplitude simply made the excessive motion worse.
A direct press ultrasonic metal welder developed by Emerson engineers makes these thick-stack welds possible. The key to this approach is a new vertical actuator that can apply substantially greater downforce (clamp force) on the parts to be welded and hold them with greater stability. Because the motion of the vertical actuator is more carefully controlled, undesired actuator stress and vibration are eliminated, tooling “grip” on the parts being welded is improved, and weld energy is delivered far more efficiently.
The result is a weld that is higher quality, yet gentler due to the lower weld amplitude used. This approach can consistently bond as many as 100 layers without damage to the fragile foils.
Typical benefits of the direct press welding process with thin-foils include:
- High-quality welds using lower weld amplitudes, typically just 30% to 40% of those required by a conventional ultrasonic welder
- Virtually no damage to thin foil layers during welding
- Simplified weld tooling, with minimal knurling required
- Longer tooling life, due to improved grip on parts and reduced tooling slippage
- Welds with up to 60% greater pull/peel strength
- Virtually no particulates generated during the weld process
All of the parts welded using the direct-press approach enjoy the other advantages typical of ultrasonic welding, which provides solid-state, low-resistance bonds that are free of intermetallic compounds and the risk of corrosion.
The new direct press approach, along with the same weld-data collection and weld-quality analytical tools that are typically found on high-quality ultrasonic weld power supplies, will likely help battery makers reliably manufacture new, more energy-dense battery designs in the near future. Such battery designs, together with upgraded charging systems and new, nonflammable gel or even solid electrolytes, should provide electric vehicles with not only greater endurance, but also greater operational safety.
Alex Yeung is the global business development manager, Branson Welding and Assembly at Emerson, leading sales, application development and business development for Branson metal welding technology. Yeung holds a B.E. in mechanical engineering from Hong Kong Polytechnic University.
About the Author
Alex Yeung
Global Business Development Manager, Branson Welding and Assembly, Emerson,
Alex Yeung is the Global Business Development Manager, Branson Welding and Assembly, Emerson, leading sales, application development and business development for Branson metal welding technology. Yeung holds a B.E. in mechanical engineering from Hong Kong Polytechnic University.
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: