
This article was updated Feb. 27, 2023. It was originally published Aug. 9, 2018.
When a transformer fails, especially newer ones, the cost of damages can far exceed the simple replacement cost. The aftermath of the failure must be cleaned up, damaged equipment must be repaired or replaced, and any injured must be treated and cared for. Other losses include the wasted production time, damaged credibility, regulatory fines and civil lawsuits, and, most importantly, any lost lives.
RELATED: The Case for Custom Transformers
In some cases, when the cause is unknown or responsibilities/blame need to be assigned, companies call in consultants who are experts at both transformers and failure analysis. They are qualified to discover what really happened and, most importantly, how to prevent it from happening again.
“I’ve dissected numerous transformer failures,” says Jeff Jones, one of those transformer investigators and founder of Electrical Certification Inc. in Cincinnati, a firm specializing in testing, certification and failure analysis. “After a transformer failure, the first thing out of the customer’s mouth is inevitably, ‘Hey, it’s just a year old! What happened?’”
Jones, a master electrician and test technician, has spent hours combing through the evidence and analyzing accidents. Based on that experience, he points to poor design, low-quality materials and shoddy craftsmanship as the three main reasons why transformers fail prematurely.
Design
Everything starts with design. A company cannot deliver good transformers if they are based on poor designs. For example, why would a company make rectangularly-wound transformers?
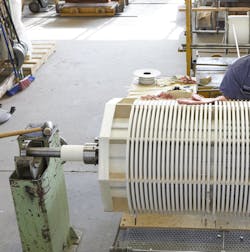
How coils wind around a transformer’s core has a major influence on its durability. On rectangularly-wound transformers, relatively high axial forces act on its corners, which wastes energy and generates noise. On round-wound designs, voltage stresses are lower and the transformer stays cooler, runs quieter and is less likely to short-circuit. Round-wound designs also increase efficiency and consume less electricity. Some well-designed round-wound transformers even exceed Energy Star efficiency standards, which should lower a plant’s utility costs.
Material
Material selection is another major factor in determining transformer quality. For example, using the right wire and insulation makes a huge difference in the transformer’s longevity, according to Jones.
RELATED: What’s the Difference Between Aluminum and Copper in Electrical Applications?

“I once investigated a pair of 2,000 and 2,660 kVA dry-type transformers that failed a month or two after installation,” he recounts. “The failure was at the crossover where winding material spools out at a 45-deg. angle across a flat area to start the next coil over. At that point, this manufacturer put a wrap of Kevlar insulation. A high-quality transformer would have used two or three wraps because it’s a highly stressed area.”
The manufacturer explained that their transformers needed a snubber, a capacitor-filter-resistor network connected in parallel with the primary winding. It absorbs high-voltage transients.
“But a snubber is a $25,000 add-on. If a cheaply manufactured transformer needs this extra equipment, where are the savings?” asks Jones. “And the client had ten of these transformers, so adding snubbers would bump up the cost by a quarter-million dollars.”
The iron core is, like insulation, not the place to cut corners, he says. Pure original magnetic silicon steel is the best. Recycled steel should be avoided.
“Excessive heat raises the risk of transformer failures,” explains Alan Ober, VP of engineering for Electric Service Co. (ELSCO), a Cincinnati-based transformer manufacturer. “A 150°C transformer wastes a lot of energy creating heat which shortens the insulation’s life. However, a beefier 80°C-rise dry-type transformer with better core steel will create less heat rise under the same conditions while putting out the same level of kVA.”
Craftsmanship
“Another influential factor, maybe the most influential, in transformer longevity is the level of craftsmanship, the attention to detail in manufacturing and the quality control,” says Jones. “This is often overlooked in today’s rush to automate every manufacturing process.”
Transformers often fail because an automated assembly machine is unable to spot a weakness that an experienced assembly worker craftsman would have noticed and corrected while manually winding the transformer.
“Pride of work and experience went away when machines started building transformers,” Jones opines. “That is especially the case with manufacturers outside the U.S. They often lack experience and rely on highly automated machinery.”
In combing through his files, Jones came up with a classic example.
“The client had a 10,000 kVA dry-type transformer that suffered a catastrophic failure five years after being purchased and installed,” he recollects. “To fix it would take a replacement core and coil which would have run $110,000, plus rigging and installation would add another $40,000. So, the owner demanded the manufacturer let me witness their technicians take apart the transformer.”
RELATED: Armored Barriers Provide Grid Protection
The technicians cut into the insulation and epoxy and found the fault: opposite-polarity windings too close together as they passed through a guide tube. There should have been at least 1.5 in. of separation; instead, the wires were almost touching.
“That was a clear example of someone not inspecting and fixing that area before resin was poured and baked in,” Jones says. “The manufacturer ended up sending a new core and coil.”
He offers some advice that is applicable when selecting any piece of valuable equipment—not just transformers. “You want equipment that is cost-effective, not cheap,” says Jones. “Cheaper transformers often cost more in the long run, especially if they are critical to the business process or data center. Then the extra $10,000 or $20,000 for a higher quality transformer represents inexpensive insurance.”
“So don’t be surprised if you end up doubling your upfront costs by specifying value engineered transformers,” Jones warns. “But at least you won’t be calling on someone like me to find out what went wrong.”
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: