How to Determine the Temperature Class of an Electrical Process Heater
Electric process heaters that will be exposed to flammable materials in explosive environments need to be properly evaluated to protect the equipment and workers against catastrophic failures. Temperature-class requirements are based on the explosive gases that may be in the installation area. The maximum surface temperature of the process heater must then be evaluated to assure compliance with the area classification.
Temperature classes are based on the electric heaters’ maximum operating temperatures and determine the level of safeguards required to protect people and equipment near the heaters. The temperature classes for electric process heaters differ from those for other electrical components installed in classified locations. The temperature code, or T-code, depends on the heating application’s characteristics such as inlet/outlet temperatures, max ambient temperature, solar load, and heat generated from amperage inside terminal enclosure.
Global Temperature Classes/Codes are broken down into various levels (See table below).
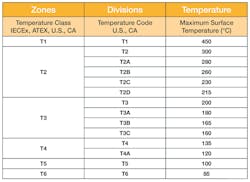
Global Temperature Classes/Codes
Some end-users believe and request the temperature classification be based solely on the temperature of the terminal enclosure. However, current standards for equipment installed in explosive atmospheres require external heating sources be considered when evaluating a heater. If the temperatures from the flange to the electrical enclosure are not factored in, the wrong T-code could be used, which could mean a heater may be improperly certified and fail inspection—thereby increasing delays and costs.

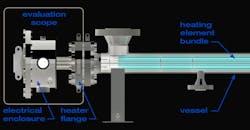
Electric Process Heater T-Code Evaluation Scope
It is important to understand the definitions and envelope boundary for the temperatures of interest. Here are some definitions from EN/IEC 60079-0, Section 3, Terms and Definitions:
Maximum surface temperature: The highest temperature attained during service under the most adverse conditions (but within the specified operating tolerances) by any part or surface of the heater bundle exposed to the atmosphere. Note: For electrical equipment in an explosive gas atmosphere, this temperature may be on an internal component (internal to the enclosure) or the external surface of the enclosure/heater flange/standoff, etc., depending on the type of protection employed.
Enclosure service temperature: The maximum or minimum temperature at specific points of the equipment when it is operating at rated conditions, including ambient temperature and any external sources of heating or cooling.
Enclosure internal temperature: The maximum air temperature inside the terminal enclosure when the equipment is operating at rated conditions, including ambient temperature and any external sources of heating or cooling.
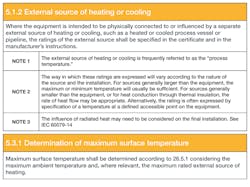
Next, we need to understand the applicable code’s requirements, which are typically determined by the country where the heater is installed. North American regulations (NEC Article 500 and CSA C22.2) differ from European regulations (EN 60079-0) as well as international regulations (IEC 60079-0). However, each of these standards specifies that influence from external heat sources must be included in determining the maximum surface temperature. For an electric process heater, this means heat generated inside the terminal enclosure needs to be considered, as well as the temperature of the flange and other exposed surfaces. The temperature of this entire area must be included in evaluating maximum surface temperature.
Per references below:
EN/IEC 60079-0 section 5
The first step in calculating a preliminary T-code is determining the maximum surface temperature and internal enclosure air temperature based on the heater design operating in the most demanding conditions while remaining within design specifications. These conditions include maximum process temperature influence, full power/amperage operation, maximum ambient temperature for installation location, and solar load if applicable.
As Watlow engineers have proven, an enclosure’s internal air temperature is affected by the pins that attach heating elements to the electrical termination. With enough amperage flowing through them, the pins and other electrical supply connections can become “small” heaters and could dramatically increase temperatures inside the enclosure.
Once the preliminary T-code is determined, those who design electric process heaters must reveal whether the preliminary T-code is cooler, the same, or hotter than the customer-specified T-code. The answer to that question is an important guide in developing the heater.
If it is cooler than specifications, the design team should proceed with the cooler T-code. If it is the same, they should use the customer specified T-code. If the preliminary T-code is hotter, then the proposed design does not meet customer requirements and the design must be changed to meet the customer specified T-code.
The last step is to verify the enclosure service temperature rating will not be exceeded. The maximum surface temperature is evaluated such that even if it were to reach the assigned T-code temperature limit, the enclosure service temperature rating will not be exceeded. This ensures all internal enclosure components are suitable for the expected worst-case temperatures.

An enclosure operating with a service temperature higher than the maximum can cause two problems. First, there is a potential safety risk as the heater will be operating at service temperatures beyond its rated temperature. If ignition happens at that elevated temperature, the integrity of the enclosure may fail and not contain an explosive event. Additionally, if the temperature exceeds internal component ratings, there is a higher chance of component degradation and an increased chance of early equipment failure.
It is very important to comply with the current standards that define the evaluation scope to be from the flange (heat source) to the electrical enclosure, as well as fully accounting for all the heat generated inside and outside the enclosure. Failing to do so could mean an unsafe situation or could result in the authority having jurisdiction (AHJ) not approving the equipment installation, causing potential schedule delays and/or cost overruns.
Scott Boehmer is principal engineer and Mike Bange is Engineering Department manager for Watlow.

About the Author
Scott Boehmer
Principal Engineer
Mike Bange
Engineering Department Manager
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: