Graphite/Metal Alloy Bearings to the Rescue

Graphite/metal alloy bearings handle harsh environments that lubricated bearings can’t.
For example, a grease-filled ball bearing was used on an oven-door latch—but in tests, the bearing seized and kept the door from latching. Engineers discovered that oven temperatures of over 550°F had, over time, solidified the grease. They tried a graphite-based dry lubricant and found it better tolerated the high temperatures, but made the bearing balls skid and damaged the race. The ball bearing was eventually replaced with a graphite/metal alloy solid bearing and the problem went away.
Graphite/metal alloy bearings survive temperatures to 1,000°F (535°C) (or higher in nonoxidizing environments), beyond the range of liquid and solid lubricants such as PTFE and molydisulfide, and above the melting point of polymer bearings. They also work at cryogenic temperatures down to -450°F (-240°C).

Graphalloy bearings and bushings are available as flanged bushings, thrust washers, and pillow blocks. Compression strength ranges from 15,000 to 25,000 psi, depending on grade. The bearings are nearly inert and mostly impervious to industrial processing fluids such as petrochemicals, pulp and paper mill liquor, food compounds (some are FDA-acceptable), acids, steam, and certain corrosive gases. Applications include kilns, furnace conveyors, dryer rollers, steady bearings, boiler feed systems, and petrochemical pumps.
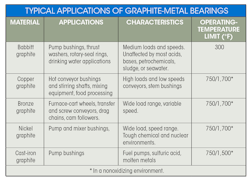
Graphite does lack the durability needed for bearings, but alloying it with a metal such as copper, Babbitt, bronze, or nickel improves its strength and durability. Speed and load limits for graphite/metal alloy bearings are set by a conventional PV factor. Here, P is the bearing load in psi and V is the shaft speed in surface ft/min. Graphite’s PV is about 12,000 for dry operation, but submerging applications in process fluids can raise it by a factor of 7 to 10. For example, depending on load and shaft diameter, metal-graphite bearings can operate at 60,000 rpm submerged in liquid and 200,000 rpm when gas lubricated.
Graphite/metal alloy bearings handle mechanical stresses exceeding 1,000 psi and have a friction coefficient of about 0.15 to 0.3 on cold-rolled steel. The coefficient of thermal expansion is about 50% that of steel. This allows running clearances of 0.008 to 0.012 in., or roughly one-third the amount needed for metal bearings. Closer running clearances in fluid-handling devices, for example, reduce internal leaks and boosts efficiency. They also lower vibrations in pumps with mechanical seals.

Bearings in submerged pumps and agitators found in pulp mills, as well as in petrochemical and waste-treatment plants, are typically lubricated by the working fluids. But intermittent operation and varying working-fluid levels may starve bearings, which is a problem because grease and oil lubricants aren't an option. Graphite/metal alloy bearings, in contrast, can operate dry for over 50 hours in some cases until fluid is reintroduced.
Recently, new grades of graphite/metal alloy have gained NSF certification and WRAS certifications for drinking water applications in the U.S and UK, respectively. New FDA-acceptable grades are also available for food applications. And cast-iron grade graphite/metal alloy has been successful used in molten sulfur applications.
Here are some rules of thumb for determining if graphite/metal alloy bearings make sense:
- Loads approach 500 psi and are high enough to squeeze out conventional lubricants.
- Vibrations are caused by clearance required for expansion (such as with metallic bearings) and are expected to be 0.5 inch-seconds or greater.
- Rotation speeds exceed 50,000 rpm in air or gas-lubricated bearings.
- When speeds aren’t sufficient for proper lubrication during more than 10% of the operating life; when shafts do not make a complete rotation; and when there are frequent direction reversals.
- Temperatures fall outside the range of -30 to 200°F for more than 20% of the bearing’s operating life, or when rapid thermal shocks (on the order of 20°F/sec) are possible.
- The process fluid doubles as bearing lubricant (especially light hydrocarbons), and when there are frequent starts and stops or transients causing the bearing to run dry.
- Bearings sit idle for more than three months without being turned, or more than a month at ambient temperatures over 100°F (38°C).
- Bearings operate in hostile chemical environments such as acids, bases, washdown solvents, petrochemicals, process fluids, or steam.
Colin Walker is the assistant general manager at Graphalloy. He may be reached at [email protected].

About the Author
Colin Walker
Assistant General Manager
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: