6 Ways to Sidestep Undercuts in Molded Parts
Undercuts on injection-molded parts are features that prevent those parts from being ejected from the mold they were made in without damage. With straight-pull molds, undercuts include any protrusions, holes, cavities, or recessed areas in the part where alignment is not perpendicular to the mold’s parting line. If possible, the best way to deal with undercuts is to eliminate them in the design.
Some examples include the threads on an injection-molded fastener, a hole running the length of a plastic hose barb, a slot for a power switch in the side of a smartphone case, an angled boss on the exterior of a hydraulic manifold, and the locking tabs on the base of a taillight lens.
There are many more such parts, all of which require a little molding magic—or at least some minor design modifications.
Parting Lines
Sometimes the easiest way to deal with an undercut is to move the mold’s parting line so that the two lines intersect. Need a square or round standoff as a locating or locking feature on a motor housing? Because of the draft on the part’s exterior, it might be possible to move the parting line and adjust the draft angles to intersect these standoffs.
In some cases, several features can be dealt with this way by zigzagging the parting line to intersect each feature. However, mold orientation and parting line placement is also dictated by part geometry, material flow, and a host of other factors, so be prepared to use perpendicular side actions.
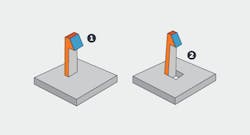
Side-Actions
Consider a tubular-shaped part, as in the hose-barb example. This is a great case for a perpendicular side-action which can be used to form the hole running lengthwise in these and similar parts, like control knobs and screwdriver handles. Here, mold halves are split horizontally along the part’s long axis. At the start of the molding cycle, the mold closes and the side action slides on an angled pin at the same rate so they are seated shut at the exact same time. Molten plastic gets shot into the mold and held for a short time to cool. As the mold opens, the side action again slides on the angled pin at the same rate until the side action is retracted far enough for the undercut to be free from the part when it is ejected.
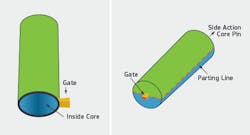
To mold a test tube using just a core and cavity (left), the mold might require additional draft and wall thickness to permit it to be milled and to allow for ejection. On the other hand, if you lay the test tube down, placing the parting line down the length of the test tube (right), and form the inside core of the tube with a side action, you can eject the part on its side and reduce the required draft.
Side-actions are limited to 8.419 × 2.377 in. (213.84 × 60.38 mm) high, and their maximum travel cannot exceed 2.9 in. (73.66 mm). These are the requirements for the side actions that are to be automated. Alternative dimensions may be possible using a combination of side action and pick-out (which will be discussed later). Molds can have several side actions, but as always, part size, complexity, and multi-cavity molds may limit the number and size of side actions. Costs associated with side actions may increase tooling expenses, but getting the features your parts require easily justifies this.
It’s also important to note that side-actions work best with rigid materials such as nylon, polycarbonate, and acetal, especially for deep features. Rubbery, flexible materials are not the best bet, as they might stick to the cylinder upon retraction and inadvertently get yanked out of the cavity. For these materials, a bumpoff might be the best solution.
Bumpoffs
Bumpoffs are an easy way to mold lens covers, container caps, and other parts that call snap into place. Rather than use a side-action cam, an insert is machined so the undercut can be applied and bolted into the mold where a pocket matches the insert dimensions. During ejection, the plastic material compresses, releasing the material from the undercut.
The bumpoff should be smooth and well-radiused, and not-too-radically shaped. The material should also be flexible enough that it slips past the bump without tearing. Low-density polyethylene (LDPE) is an excellent choice, as are thermoplastic elastomer (TPE) and thermoplastic polyurethane (TPU).
Another consideration when looking at a bumpoff is part ejection. Parts must be ejected undamaged by an ejector poking through or into the parts surface. The addition of an ejector plate to the mold design may be required so there is enough mold surface area for the part to be ejected.
One possible alternative if the material is not flexible enough for a bumpoff is liquid silicone rubber (LSR) molding, a thermoset process much like plastic injection molding. It is well-suited to seals, gaskets, and other parts requiring high flexibility, and offers fewer constraints on undercuts and complex part geometries than plastic injection molding.
Hand-Loaded Inserts
What about a snap-together plastic case about the size of a deck of cards and split into two equal halves? The bottom half contains a lip running along the inner perimeter for mounting electronics. The lip is too tall and sharp for a bumpoff, and the parting line cannot be adjusted due to a series of holes along the outside of the case.
In this instance, mold inserts might be just the ticket. A machined piece of metal—or in this case, several pieces—is hand-loaded into the mold cavity, thus preventing plastic from flowing into these areas. Once the molding cycle is complete, the inserts are ejected along with the part, whereupon an operator picks them out for reuse on the next part.
This manual intervention slightly increases cycle time, unlike side actions that run automatically without adjustments between cycles. For prototypes and low-volume production parts, however, hand-loaded inserts are a good alternative to lifters for collapsible cores. But the technician must then handle the insert and parts when they are hot, so they are required to wear protective gloves.
But then, that means the inserts must be large enough—generally 0.500 in. square—so the technician can handle them while wearing gloves. The larger the insert, the heavier the part may be, and technicians must reach out twice per cycle, which can put additional strain on them.
Telescoping Shutoffs
The plastic case mentioned above brings up another common molding technique. Telescoping shutoffs (aka sliding shutoffs) are often used to create clip-and-hook-mechanisms. These are commonly used for locking together two halves of a molded product. In many cases, they eliminate the need for side-actions, inserts, and bumpoffs that add complexity to a mold. The “telescope” is machined into one half of the mold and extends into the opposite side during molding, “shutting off” certain part features.
Shutoffs offer an elegant way to simplify mold design and reduce product costs. Just be sure the part and mold have enough draft—add a minimum of 3 deg. from vertical, if possible—or else there might be metal-on-metal rubbing, creating flash or prematurely damaging the tool.
Part Design and Secondary Operations
When you upload your CAD model to some injection molders, such as Protolabs, you receive a free design for manufacturability (DFM) analysis of your molded part design. In it, undercut areas are clearly defined, along with other moldability concerns. Parts should have sufficient draft angles to assure easy part ejection from the mold. Wall thicknesses should be uniform and comply with the resin manufacturer’s min./max. thickness recommendations. Ribs should be used to support large flat areas. Internal corners should be radiused, thick sections cored out to prevent sink, and fine finishes used only where needed.
Some Final Tips
Be aware of the effect undercuts might have on upfront mold investment and long-term product costs. It’s not always possible to eliminate them, but your molder’s application engineers might have some ideas on how to minimize their impact.
It’s also important to discuss long-term product plans so you can design the most efficient mold for your application.
Don’t discount secondary operations. Using a drill press or milling machine to put a hole in a molded part is sometimes more cost-effective than designing a complex part that will need a complex, do-everything mold, especially during prototyping and low-volume production phases of the project.
If you have any questions regarding injection molding or rapid injection molding, please feel free to call a Protolabs application engineer at (877) 479-3680 or e-mail [email protected].

About the Author
Mike Adams
Applications Engineer
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: