Researchers Uncover Source of Ball-Screw Noise
Ball-screw drives have long been considered noisy by definition. But companies that buy and use them are increasingly requiring that their machine tools operate more quietly to improve the work environment by reducing noise levels. So engineers at August Steinmeyer GmbH decided to look into the cause of ball-screw noise to see if they could reduce or eliminate it. To ensure they were properly addressing and prioritizing the factors that contribute to noise, the engineers worked with Prof. Dr.-Ing. Paul Helmut Nebeling at Reutlingen University, an expert in the field of static, dynamic, thermal, and acoustic behavior of machine tools and machine components.
It was already well known that ball-screw noise is partially due to the thread geometry, the rolling motion of the balls along their paths, the often large forces these drives must precisely transmit, and—a particularly crucial point—the smoothness of the thread surfaces on which the balls run.
The team determined that the high-frequency sounds of running ball-screw drives to be a major source of disturbing noise in machine tools. High levels of acceleration and deceleration of the ball screw in particular tend to create annoying “whistling” sounds.
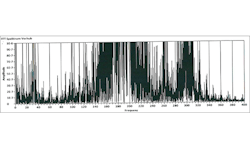
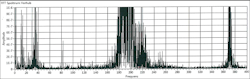
After the team measured torque and sound emissions and performed appropriate FFT analysis, it determined that microscopic corrugations on the shaft thread significantly influence the overall sound emitted by running ball-screw drives.
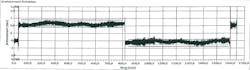
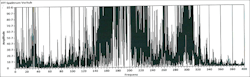
When the researchers looked at the surface of the shaft’s smoothed thread under magnification, they noticed tiny facets measuring around one half of one thousandth of a millimeter (0.5 µm), about the wavelength of blue light (430-500 nm). The facets are the result of vibrations in the grinding wheel when it ground the shaft. The team determined they were the primary source of the annoying noise when they noticed the noise’s frequency peak at 265 Hz corresponds exactly to that predicted from the size of the facets and the rotation rate of the drive’s shaft. When the bearing balls roll over the small bumps or facets, they slip a small amount, causing the disturbing whistling noise
One way to eliminate the noise was to reduce the grinding speed, but that would make it less economical to manufacture the shafts. Another method, which the company is currently testing, involves a new oil treatment in the grinding shop where shafts up to 19.5 ft. long and 6.3 in. in diameter are cut.

In the new treatment, cutting oil is maintained at a constant temperature so the temperature in the grinding wheel’s contact zone does not increase during machining. The oil-flow rate is also tightly controlled.
Steinmeyer engineers were impressed with the smoothness of the first shafts made using the new approach. Their next development goal is to optimize the machining processes so that “quiet” ball-screw drives can be manufactured economically.
