Get smarter linear position sensors
The output options and user adjustability of analog sensors make them the original plug-and-play devices, and their simplicity frees control engineers to develop control algorithms without worrying about interfaces.
However, sometimes the system noise, signal attenuation, and response dynamics of analog sensors necessitate clever wiring, filtering, or feedback-massaging code to overcome physical limitations. What's more, analog sensors do not communicate device properties and health conditions; nor can they identify or target detailed failure modes at the sensor and associated motion axis. Elaborate routines are required to help operators and technicians troubleshoot shutdown situations.
In contrast, newer digital “smart” industrial sensors leverage smaller, more powerful microprocessors and DSPs for increased functionality. These sensors are tailored to applications with processors and ASICs to optimize feedback and control schemes, so they make motion systems with commercial, off-the-shelf products more flexible.
Some configurations
One smart sensor configuration used today is defined by the IEEE 1541 standard outlining component-based embedded sensing for use in finished devices or subsystems.
Also on the rise is the SSI data format (short for synchronous serial interface) created by Stegmann Inc., now Sick/Stegmann, Dayton, Ohio. It's a high-speed point-to-point interface for absolute encoders and the basis for other proprietary absolute serial data formats like EnDat and HYPERFACE. Though use of this interface at the device level requires licensing from Sick/Stegmann, it is now considered an industry standard by most controller and I/O interface manufacturers; servocontrol engineers are increasingly familiar with the interface as well. Some magnetostrictive sensing systems, what we will cover here, offer IEEE 1541 capabilities, but are based on open industry-standard interfaces.
SSI advantages include high resolution (and range, sometimes to 26 bits), fast serial data communication (often to 1 Mbaud) and absolute position feedback. Absolute position feedback is often preferred over incremental, as the latter can lose position, requires rehoming after lost power, and reduces productivity due to damaged parts and machinery, or the need to reset machine conditions to avoid such damage.
Resolution
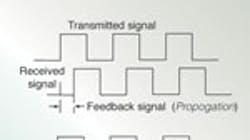
With the SSI interface, resolution is not sacrificed for responsiveness: A clock signal prompts the sensor to deliver absolute position information, and one bit of data is returned for each clock pulse transition. With a maximum clock frequency of 1.5 MHz, 26 bits of absolute position data are delivered with negligible transport delay. As is true with all serial communication, applicable clock frequency decreases with cable run length (down to 400 kHz for 50 m) for a standard RS-485 hardware interface. Even in this situation, however, 26 bits of data can be delivered within 65 microseconds.
Consider an SSI magnetostrictive sensor capable of resolving position to 1 micron. At this resolution, 24 bits of position data equate to more than 33 meters. This enables precision positioning for long travel applications (such as those on injection molding equipment and machining centers) with a single sensing device. It is difficult to extract this performance and range from one analog sensor.
Minimized transmission delay and the synchronization of data to the motion controller augment absolute serial feedback: Particularly, it enables controllers to generate accurate velocity estimates, crucial for servocontrol.
More on synchronization
Two characteristics of feedback-related signals limit a controller's ability to boost dynamic performance: time delays and controller sample (or cycle) time variability. Digital controllers typically operate at a fixed cycle time to maintain control algorithm simplicity and closed-loop stability. In an ideal world, there is no delay between when a motion change takes place and when the associated feedback signal is delivered to the controller. Similarly, an ideal control system reads and reacts to feedback instantly, without uncertainty. But while slower control systems may behave in this way, faster motion systems do not.
Cycle time variation can have a less predictable effect: Consider a situation where velocity estimation is used to augment a position control loop. In most cases, this estimate is derived from dividing the position-feedback change (from last to current position) by a feedback update rate. However, any variation in the feedback cycle time appears as noise in the velocity estimate. Even with a highly stable clock cycle time, a sensor's inherent cycle-time variability also appears as noise.
The SSI interface minimizes cycle-time variability and propagation delay through accurate, high-frequency clocking signals. There are controller and actuator delays before the control system finally takes the desired action on the plant, but for this discussion, we only focus on the sensing side of the equation.
Sensing and synchronization
Like most feedback devices, magnetostrictive position sensors exhibit measurement delay. What's different is that these sensors produce time-based measurements, so the update rate is dependent on sensor stroke length: Minimum measurement time is sensor length multiplied by sonic wave travel speed (or sound speed) in the sensor waveguide material.
Most magnetostrictive position sensors provide output at the fastest internal update rate or cycle time allowed by physical limitations (of sensor stroke length divided by sonic wave speed.) Thus, while each sensor supplies its latest data (per SSI interface requests) in synch with the controller clock, actual time position data is not necessarily synchronized to this clock. Further, because data clock intervals usually don't match internal sensor feedback cycle time, the degree of true synchronization varies from cycle to cycle.
In fact, update rate limitations and internal data timing are not issues for most machine motion control applications, as shorter update rates are sufficiently high compared with the controller cycle time: Tc >> Ts.
Are magnetostrictive sensing advantages overshadowed by dynamic response limitations as the number of electromechanical axes increases with machine operation and data rate speeds? No; newer smart versions overcome these limitations.
SSI interfaces minimize signal delay and timing variability between sensor and controller. What is not usually controlled is the timing between the clock signal and internal measurement cycle. To overcome this timing issue, some algorithms output true measurement synchronization and minimize propagation delay relative to the controller loop rate. First, the sensor quickly determines clock cycle timing — typically after one stable cycle period. Once this is known and determined repeatable to specified limits, the sensor knows exactly when data is required. Also knowing the time required to produce and deliver data, a smart sensor sets its measure start time such that data delivery occurs precisely at the time requested — for fresh data delivered with minimal delay and variability. Velocity estimates are generated quickly with minimal noise, for valuable higher-order information for the control algorithm.
In addition, when multiple axes must be synchronized where magnetostrictive sensors (with varying strokes) are used, internal signal synchronization schemes can optimize axis-to-axis synchronization. This boosts bandwidth for applications with synchronized axes such as curve shape sawing machinery (with up to 21 axes), high-fidelity flight simulators, and entertainment simulation equipment.
Better immunity
Optocouplers and RS-485± connections lower susceptibility to noise, even over long cable runs — which is particularly useful where large, powerful motors and drives are used. Some SSI sensors also include electromagnetic shielding and electronic filtering for EMI, over-voltage, and polarity protection.
In addition, custom firmware features can enable detection and appropriate reaction to extreme conditions. For example, based on real-time measurement response, one method predicts when the next magnetostrictive return signal should trigger a clock stop. Another method utilizes actual measurement history to determine sensor data validity. If an invalid data point is found — usually caused by an extreme (out of spec) shock or EMI spike — the sensor can repeat the last valid data point or a fault output value, depending on system requirements. If the events that cause data error are rare, the sensor can be programmed to ignore them for a brief period. If they are persistent, the sensor can send a fault signal back to the controller to facilitate a shutdown sequence.
Die casting machinery, for example, generates extremely high shock near its position sensors as a hydraulic ram compresses metal to fill a die cavity. This shock disturbance is brief and occurs only near the ram's full extend position, so a smart SSI sensor can ignore the erroneous data for that instant, yet continue to produce valid data for the casting's motion control requirements. Similarly, a smart sensor's error skip window can be widened to ignore brief periods of resonance disturbance response on dynamic test rigs, yet trigger a shutdown fault signal in the event of violent part failure.
Communication and flexibility
High-speed absolute SSI generates the fastest pure data transmission possible — so field adjustment and transferring non-measurement sensor information for SSI sensors is a challenge. For this reason, many smart SSI sensors include basic field programmability and diagnostics, so designers can reconfigure the unit for applications, and save time and cost by avoiding factory reprograms on incorrectly specified product.
Some magnetostrictive SSI sensors include field-configurable position resolution to 1, 2, 5, or 10 (and so on) microns, data length of 24, 25 or 26 bits, and the option of binary or grey data coding, for example. Measurement direction can be forward or reverse; modes are internally synchronous or asynchronous. In addition, LEDs and serial data can indicate normal functioning, errors when magnets are not detected (or there are an incorrect number of magnets), and interrogation clock or synchronization errors.
Unfortunately, because the SSI data format standard is restricted to essentially raw data, beyond the internal error checking and handling mentioned, there are few options for passing information across an RS-485 interface during normal operation. One traditional solution is to report a prespecified out-of-range output data value (say, 000000 or FFFFFF hex) after a magnet error occurs — but this method makes an invalid data point.
In contrast, a newer firmware script enhances functionality without violating the standard data format: It uses the 25th bit as a status variable, where the high value represents the error, the 26th bit is a parity bit, and the other 24 bits are pure data. So, normal data delivery is not interrupted by error generation.
To facilitate in-field parameter programming, some SSI sensors operate in two separate modes — one for standard data transmission and one to facilitate offline serial communication between the sensor and another to facilitate communication between the sensor and another serial interface, such as the RS-232 port of a PC. Here, the sensor switches to programming after it receives a unique clocking signal code, and returns to normal operation after a second specific code is received. Configuration software also includes diagnostic and troubleshooting tools so that customers can communicate sensor conditions to applications engineering and field service personnel if necessary.
Other features
Recent microprocessor speed and memory improvements are allowing nonlinearity correction algorithms within sensors — for 3 to 4-fold improvement in absolute position accuracy, with negligible impact on response. The boost in precision is useful in applications such as machine tools, especially where magnetostrictive sensing is already used for environmental resistance.
Another improvement (adapted from industrial Ethernet sensors) is internal predictive sensing algorithms to overcome sonic wave-speed limitations of magnetostrictive sensing. Now, these sensors can provide a variety of measurement cycle data rates, regardless of sensor stroke — an improvement that makes smart magnetostrictive position sensors suitable for dynamic electromechanically actuated servosystems, particularly long-stroke applications sucha as router tables and laser, plasma, and waterjet cutting machinery.
Smart units also accomodate CANOpen, DeviceNet, Profibus, and EtherCAT data formats. Soon, they will include speedy incremental, serial, and network interface options like quadrature, Endat, Ethernet Powerlink, and Profinet as well, to meet growing automation needs.
For more information, call (800) 633-7609, visit mtssensors.com, or email [email protected].
The network game
One area where factory automation is leveraging device-level intelligence is in distributed machine controls through industrial networks. For example, some OEMs are designing control architectures with industrial Ethernet hardware and software as the basis for next-generation production machinery. Machine-wide device-level intelligence optimizes production when conditions are within normal variations, and helps machines adapt, correct, and even call for help before problems occur. However, networks present challenges as well: For starters, design engineers must know enough to make sound decisions about how and when to apply industrial networks to machine control. Reduced cabling and increased diagnostics are possible, but require almost revolutionary designing, different from historical control methods. In addition, industrial network performance is still insufficient for some automation processes; one example is multi-axis synchronized motion control, which commonly still relies on point-to-point connectivity and deterministic timing for sufficient dynamics.
Magnetostrictive operation
In magnetostrictive position sensors, a sonic strain pulse is induced in a specially designed waveguide by a momentary interaction of two magnetic fields. One field comes from a movable permanent magnet, which passes along the waveguide housing; the other field comes from a current or interrogation pulse applied to the conductive waveguide. The interaction of the two fields produces a strain pulse, which travels at sonic speed along the waveguide until the pulse is detected at the sensor head. The position of the magnet is determined by measuring the elapsed time between the interrogation pulse and the arrival of the resulting strain pulse.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: