Laser-Based Welding for Joining Plastic Parts

Non-contact laser welding offers several advantages when it comes to joining one plastic part to another. It works on the principle of partial transmission which lets a laser’s light travel through one of the plastic parts to create heat and fuse or weld it to a second plastic part. The finished weld is contained between the parts. There is also no contact between the fused area and the heat source or atmosphere, so the finished joint is clean. Conventional plastic welding techniques such as ultrasonic and hot stamping, on the other hand, require contact with the outer surfaces of the parts being joined, and this can contaminate the joint and the parts’ surfaces or mechanically damage the assembly.
If an engineering team is going to use non-contact laser welding, it is best if they plan for it early in the product development phase. Deciding to go with laser welding on an already-designed plastic product can work…sometimes. However, parts and products designed for laser welding will have fewer problems during manufacturing and assembly.
To get high-quality plastic welds, design teams need to first answer four basic questions:
1. Are the plastics being joined compatible in terms of melting temperatures and chemistries?
Plastics melt at much lower temperatures than metals. Engineering plastics, for example, melt at around 480°F (250°C). Some plastics have much higher melting temperatures, such as polyether ether ketone (PEEK), which melts at 660° to 750°F (350°to 400°C).
The two plastics being joined should have similar melting points, as this helps ensure the molten plastics will mix well in the weld pool. It also makes for more mechanical strength in the joint when it solidifies.
The plastics’ chemical compositions are also a factor. For example, some plastics are difficult-to-impossible to weld together. This includes high density polyethylene (HD-PE) and polypropylene (PP). But it is possible to weld low density polyethylene (LD-PE) to PP, even though polyethylenes are in the same family.
2. Can the laser beam efficiently travel through the top material to the joint interface? And can the bottom layer absorb the laser beam to create heat where it’s needed?
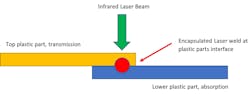
Laser beams for plastic welding are usually created by high-powered diode lasers and are in the near-infrared and infrared regions (wavelengths ranging from 800 to 2,000 nm). Plastics being welded together must have some degree of transmission and absorption in this range.
Plastics have amorphous and crystalline phases simultaneously. Differences in a plastic’s refractive indexes in these phases cause scatter and reflect light, as well as transmit and absorb it. This can help or hinder laser welding, depending on the level of these effects. Designers can tailor these properties in plastics to get the right amount of laser beam transmission through the top part and absorption in the lower part.
For example, the design team can put additives in plastics to make them absorb more laser light. And adjusting the concentration of glass fibers in plastics such as polyamide (PA-66, aka nylon) changes the amount of light transmitted through them.
3. Can parts be held together properly while being welded, and can the applied force be controlled? Do the parts’ geometries lead to a good fit without gaps between parts?
Parts that will be laser welded to each other should be shaped so that they fit closely to one another with no gaps where they will be joined. Laser welding is not good at transmitting heat across air gaps; parts should be in contact. This can be easily done with lap welds, but good laser butt welds need parts with tight tolerances and depend on how the laser beam targets the weld seam.
Some parts, especially large or geometrically complex ones, need to be pressed together during welding to get a good connection. This force can be generated by servo drives or pneumatic clamps. But the design team must be aware of the plastics’ collapse forces. They govern how much force a hot and melting plastic will withstand before it significantly deforms. It also determines how much force is needed to push the parts together when molten. Force-displacement sensors are often added to laser welding tools to monitor and control the forces applied to plastic components during the welding cycle.
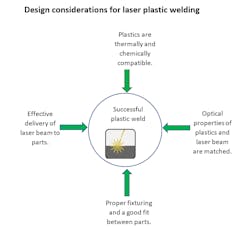
4. Can the parts distribute and control the laser-generated heat effectively given the geometry?
There are several ways to target the laser beam on workpieces for welding. For example, a fixed laser head can weld a part mounted on a table that moves in three dimensions to tailor the weld path. This approach may not uniformly heat large parts due to accelerations required at start and stop points and when the path changes direction. However, the design team can craft complex paths using CAD data with these systems.
Another approach uses high-speed scanning heads that can move the laser beam along the weld path at up to 33 ft/sec. Scanning a laser of sufficient power output around a weld path at these speeds almost instantaneously heats the entire welding seam. This reduces the effects of simultaneously heating and cooling that motion tables can create.
A less-flexible approach is to create a mask or stencil of the weld path, place it over the part, then lase the entire part. This heats the entire path at one time. A new mask must be created whenever the path is changed. Occasionally specialized laser lenses with a line focus creates a stitch weld along a defined length. (Stitch welds are used when the weld seam is a simple shape such as a straight line or circle.) Controlling the optical power may be required during this process, which can be handled by pyrometers measuring the workpiece temperature during welding and sending this information back to a laser power controller.
It’s important that the product and its manufacturing processes be designed with laser welding in mind. So, the design team should work with suppliers and customers to ensure this is done. Mold tools for complex plastic parts, for example, are expensive, and tool makers must be aware of plastic-welding issues before finalizing their designs.
Jonathan Magee is managing director of ACSYS Lasertechnik UK Ltd, Coventry, U.K. (acsyslaser.co.uk).
About the Author
Jonathan Magee
Managing Director, ACSYS Lasertechnik UK Ltd
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: