Lighter Fasteners and Adhesives Boost Aircraft Efficiency

This file type includes high resolution graphics and schematics when applicable.
The Boeing Company’s 747 includes over 6 million parts, half of which are fasteners. Aerospace fasteners follow strict guidelines and regulations: They must be secure to prevent pieces from disassembling, strong as to not shear when forces act upon them, yet be lightweight to help reduce aircraft weight and increase efficiency. As a result, many fasteners use lightweight materials like titanium, or have extra security features to prevent them from becoming loose and keep them in place even after losing torque.
Aerospace nuts and bolts have been the industry standard, but adhesive alternatives are very popular among aerospace manufacturers because they can provide the same strength and security at virtually no weight impact. According to a recent report from market-research firm Lucintel, aerospace-adhesive usage should increase by 3.4% by 2020.
In attempts to create lighter and more fuel efficient aircraft, aviation companies have turned to materials and adhesives instead of using metal components. Virgin Atlantic Airlines estimates that a one-pound reduction on every aircraft across their fleet would result in fuel savings of 14,000 gallons per year.
Aerospace Fasteners
Titanium’s popularity stems from the fact that it’s half the weight of medium alloy steel, but retains the same strength. Titanium is also more corrosion-resistant than alloy steel, and in most cases, does not require protective coating. Operating temperature range for titanium is –350 to 800°F.
Alcoa Inc. takes advantage of the material in its Aero-Lite threaded fasteners. Aero-Lite is a lightweight titanium alloy, hex-drive recess pin rated at 95 ksi ultimate shear strength. The fastener is a threaded pin designed for use in a variety of applications from the nose to the tail of aircraft structures. The Aero-Lite pin is typically used on carbon fiber-intensive aircrafts in the wings section. The hex-drive recess in the tail of the pin enables final installation of a nut or collar from one side of the structure, for use on assembly of wing skins and fuselage skins.

The pin has an AL331 close-tolerance flush-head design. Developed jointly with the Boeing Company for use on the 737-700 wing, the pin helps improve the cosmetic of the wing, keeping the surface flat and uniformed, and providing a smooth surface for improved aerodynamics. AL331’s dome-head protrusion gaging system incorporates a precision gage block that locates on the 100-deg. head surface at a gage diameter located on the head angle. A concentric through hole on the gage block is sized to fit the fastener shank to prevent misalignments during gaging. The protrusion is measured from the gage block surface to the top of the head to ensure that top of the fastener is properly flushed.
Thread runout length is one pitch—shorter than the two-pitch runout of conventional threaded pins and even the 1.5-pitch runout of other lightweight threaded systems. The reduced runout length enables an overall shorter pin length, thereby saving weight. Weight savings vary depending on pin diameter, head style, grip length, and other factors, but range from about 7% to 20% compared to other fastening systems. The diameter range of the pin is 5/32 through 7/16 inches.
Torque nuts typically secure bolts. However, due to vibration and corrosion, nuts may un-torque or crack and fall off. Thus, secondary retention methods are used to ensure the bolt stays engaged. The most common method is to use a cotter pin, which gets inserted right behind the nut to help keep the nut and bolt in place.
Slic Pin, designed by Pivot Point Inc., employs a spring-loaded plunger to replace the nut and cotter pin. The plunger retracts when inserted into the stack up and once clear, springs up and locks into place. The Slic Pin is ideal for holes with limited access for placing cotter pins. The bolt reduces the need for tools and comes in eight different basic shank diameters ranging from 0.181 to 0.746 inches. A removable plunger option is also available; it features a rounded top when the pin needs to be removed.

Rivets are mainly used to fasten aerospace skins to the sub-structure of the aircraft. On that front, Cherry Aerospace designed the Cherry 1900 Bulbing Blind Rivet, its own version of the NAS1900 rivet. Thanks to the rise of composite structures, the NAS1900 rivet has become a popular option for rivet fasteners. The Cherry 1900 forms a large blind-side footprint, suiting it for such structures. The rivet also includes the Cherry Shift Washer, which provides a more consistent installation in the stackup and extends tool life. The Cherry rivet comes with a protruding head or a 100-deg. flush head. Minimum shear strength is based on the material chosen for the sleeve. A-286 sleeve offers shear strength of 1090 to 2400 lbs., while the Monel sleeve offers 1020 to 2260 lbs. The rivet itself is A-286 Cres.

Stripping of threads is a major problem on aircraft. Due to engine-induced vibrations and the turbulence on the wings and airframe, nuts start to lose their torque, threads start to grind away, and nuts fall off.
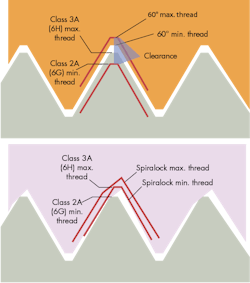
Spiralock, from Stanley Engineered Fastening, is a thread form that helps prevent loosening due to vibration and eases load distribution. Unlike the standard 60-deg. angle of standard threads, Spiralock uses a 30-deg. angle. Using a modified angle enables uniform load distribution, reducing the load on the first thread engagement and thus minimizing the likelihood of thread stripping. The Spiralock also generates a higher radial thread loading, lowering the chances of shear failure.
A higher torque of 10% to 20% is required compared to a standard thread. Testing on a 1/4-28 Spiralock fasteners, when compared to a similar regular fastener, revealed fatigue life was enhanced by 300%. Spiralock threads can be found in Stanley’s hex flange nuts, self-clinching nuts, threaded inserts, wire thread inserts, and key-locking threaded inserts. Made-to-order fasteners featuring the Spiralock threads are also available from Stanley.
Aerospace Adhesives
Adhesives distribute stress evenly to help eliminate stress concentration areas caused by spot welds or rivet and bolt holes. Adhesives also maintain surface integrity while bonding and sealing at the same time. As a result, designers can consider lighter materials that may otherwise deform when introducing holes or other mechanical joints. On top of that, dissimilar materials can be bonded together with adhesive bonded laminates. They provide a film barrier to reduce or prevent corrosion between metals. Finally, adhesives provide aesthetic improvements by eliminating uneven surfaces due to bolt or rivet heads. This also creates better laminar flow around the body of the aircraft.
A paste adhesive developed by Cytec, dubbed BR 680-3, is a radar-transparent and viscous/thixotropic material. BR 680-3 is used to bond metallic and non-metallic materials like composite laminates. The adhesive also works on bonding dissimilar materials, such as composite-to-metal sandwich structures.
BR 680-3’s cure cycle is two hours at 600°F and 100 psi with a post cure cycle of 16 hours at 700°F. The one-half lap shear strength at 75°F is 1675 psi. This value of shear strength is comparable to shear strengths of the aforementioned common metal fasteners. However, rising temperature will decrease shear strength. At 700°F, the one-half lap shear strength decreases to 925 psi. These values are based on use on a titanium material substrate.
Cytec also offers BR 252 water-based bonding primer. Prior to using adhesives, a primer can be applied to prepare the material for bonding. The BR 252 is compatible with most curing adhesive systems that operate within the 250° to 350°F range. The primer can be used on aluminum components for corrosion protection and serve as an adhesion promoter for other metals. Since the primer is water-based, it has a minimal amount of volatile organic content. It maintains a short drying time and can be applied simply by spraying or hand brushing. The primer is heat resistant for up to 70 hours at 350°F. At 75°F, the half-inch lap shear strength is 5,706 psi.

Henkel developed an adhesive specifically for the aerospace industry called LOCTITE Benzoxazine (BZ). It’s an adhesive alternative for other adhesives, such as epoxies, BMI, and Phenolic. BZ maintains its interlaminate shear strength after 12 months with minimal drop in flow characteristics of the resin. The material retains 90% of its properties for up to six months, with little effect on compression and minimal decrease of high toughness after 10 months.
BZ lowers cure shrinkage, cure exotherm, and improved hot/wet performance when compared to epoxy. Moisture pick-up rate runs 0.7 to 0.9%, and therefore it picks up less weight over time. In comparison, a typical toughened epoxy system’s moisture pick-up rate is up to 3%. Up against Phenolic, BZ provides improved durability, reduces microcracking, and doesn’t generate water during cure. BZ also improves against BMI by providing a lower cure temperature, a lower cure cycle, lower cost, and a higher toughness. The adhesive provides the same mechanical properties as bolts and other fasteners.
LOCTITE BZ 9691 is an aero composite bonding adhesive. The single lap shear strength at 73°F is 3,215 psi, and double lap shear strength is 3,775 psi at the same temperature. Shear performance is linear up to 400°F. The adhesive is flame-resistant and has minimal shrinkage, which helps reduce shimming requirements. Of course, the lightweight adhesive helps lower a plane’s fuel consumption.
This file type includes high resolution graphics and schematics when applicable.
