Stud Welding: The Basics and Benefits

Whether you are a qualified engineer or a manufacturer, you most likely use welding on a regular basis when carrying out metalwork. Just to clarify, welding is a heating process that uses an electric arc to join two metal parts together. A common process, yes—but by no means a simple one. There is a wide range of methods, materials, and tools that can be used. With regard to the methods, the ones used should be firmly rooted in the type of application at hand, your specific requirements and abilities, the equipment available, and the budget.
And that brings us to stud welding, one of the more popular welding methods based on its speed, accuracy, reliability, and visually appealing aesthetics.
Here’s everything design engineers need to know about stud welding, including the three different processes, the benefits of each, and the tools and equipment involved in the process.

Stud welding only requires worker access to one side of the joint, making the job a simple one-person task.
What is Stud Welding?
Essentially, stud welding is a single-side fastening method that joins a metal part to another metal component, usually a metal sheet known as the parent material. Parts are fused together using a strong arc of electricity created by a positive electric current. The arc generates enough heat for both metals to reach their melting points. Once a molten pool forms, the part and parent material are pressed together to form a secure joining and become one.
Stud welding is popular partly because of how quickly it can be carried out. With the right equipment, workers can turn out a stud weld in milliseconds. The speed, however, does not affect the strength and reliability of resulting joints. They are actually stronger than the parent material itself once formed and will last a lifetime.
Here are some of stud welding’s benefits:
Appearance. Stud welding is favored for the largely “invisible” effect it creates due to the fastening process only being carried out on one side of the parent material. It leaves minimal marks on the reverse side. Therefore, it is the recommended welding method if the goals are fastening that is easy on the eye but still highly secure.
Adaptable. Stud welding can be used with a variety of metals and stud sizes. Stainless steel, mild steel, aluminum, copper, and brass can be effectively stud welded if the proper equipment is used. The studs can be threaded, unthreaded, or internally threaded, and range in diameter from 1 to 25 mm, if you have the correct attachments and equipment to go with them.
Accessible. With stud welding, workers do not have to contort themselves to make an effective weld. They only need access to a single side. And there is also equipment to make maneuvering even easier. For example, thinner welding tools let welders work in hard-to-reach areas.
No holes. No holes are made in the metal sheet when the stud is fused to it, so there is no need to clean or finish the metal sheet after the process. The risk of there being any leaking or weakening of the sheet is therefore eliminated. No leaking also prevents the weld from corroding, so it remains clean and durable.
Speed. Stud welding is an extremely quick fastening technique. To use stud welding on a large scale, users can speed up the process by investing in heavier-duty equipment. There are stud welding machines, for example, that can create up to eight stud welds per minute. The process can also be completely or partially automated to create up to 60 stud welds per minute.
Automation can be applied to the entire process or just portions of it. You may require the whole process be automated or only a certain stage depending on requirements for accuracy, speed, and appearance. Companies can produce similar results using smaller-scale equipment and hand tools, so don’t be put off by assuming you need a significant budget.

To increase throughput, plants can invest in automated stud welders that make up to 60 welds per minute.
Types of Stud Welding
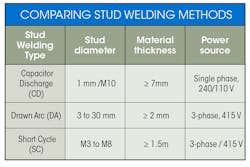
There are three major types of stud welding which are equally as effective. Deciding which to use depends on weld requirements and materials.
Capacitor Discharge (CD) welding is a common stud welding processes recommended for instances where weld joints must be practically flawless and reverse marking needs to be kept to an absolute minimum for appearance’s sake. It is highly effective on clean and flat parent materials such as mild steel, stainless steel, and aluminum.
CD welding works with materials at least 0.7 mm thick, so it the best option for thin parent materials. CD is more restrictive than the other processes in terms of the diameter of the stud that can be welded. Smaller-diameter studs ( 1 mm) are required for effective and reliable welds.
CD is not as versatile as the other types of stud welding. Therefore, if your parent material is dirty, coated, or bent, the better choice might be Drawn Arc (DA) welding.
Despite CD welding not being as tolerant to imperfections on parent material as other welding types, it is inexpensive and fast (hence its popularity).
CD welding involves capacitors set to certain pre-set voltages depending on the stud diameter and parent thickness. The stud is placed so that the weld pip, a small bit of metal on the bottom of CD studs, touches the parent materials. That way, an electrical current discharged through the metal sheet and stud heats both to their melting points and forms a molten pool. A spring in the welding gun then pushes the stud into the melted surface area of the parent material to fuse the two parts together.
To make long-lasting stud welds, the CD equipment needed is lightweight, easy-to-use, and will not take up much space.
There are several factors to keep in mind when choosing CD gear, including how light the welder is, how hard is it to use, the recharge time for the equipment, the welding speed, and its flexibility. Different factors may be more of a priority when choosing CD equipment depending on the anticipated tasks.
Drawn Arc (DA) welding is far more versatile and adaptable in terms of the materials and diameters that can be welded. For example, if you are working with a thicker parent material (> 2 mm) and it is rusted or coated, DA is the stud welding method that works effectively and accurately with thicker or less-pristine metals.
Similarly, if requirements involve a stud weld of a larger diameter, this is most likely the one that should be used.
For DA welding, the current and weld times are pre-set according to the diameters being welded. Placing the stud onto a plate or metal sheet triggers a pilot arc of electricity. The stud is lifted to a pre-set height to create the main arc which causes the stud’s pointed weld end to melt into a molten pool. Return pressure on the weld gun pushes the stud into the pool to fuse the stud and metal sheet together. A ferrule holds the stud in place and shapes the weld, but is chipped away once the weld is complete.
There is a range of welding machines and products to choose from for DA welding, including some that handle studs larger than 25 mm in diameter or larger. The proper equipment for any application depends on how accessible and maneuverable the welder must be, the current needed, the base stud diameter, and the required welding rate.
Short cycle welding (SC) is practically the same as DA but even faster. Studs can be welded to a parent material in 10 to 100 milliseconds.
SC welding uses a combination of the CD and DA processes, so it can be used with thicker and more imperfect materials than CD, but not as thick materials and studs as DA can tolerate. SC welding may be suitable for those with smaller budgets, as the equipment and tools are less expensive than those used for DA.
The SC process, like DA, requires a weld time and current to be pre-set according to the stud diameter. Similar to CD, the studs have a weld pip, which is placed on the parent material, causing a pilot arc of electricity. Once the stud is lifted to the pre-set height, a main arc melts the surface of the metal sheet and weld pip to create a molten pool. As with the other processes, return pressure pushes the stud and sheet together to form the secure fastening.
Stud Welding in Action
Stud welding as a metalwork technique is suitable across a range of different industries and for a variety of different tasks. Outlining some of these uses will highlight stud welding’s versatility and effectiveness.
Bridges. Stud welds are used to fuse expansion joints between bridges and roads based on their reliability and operational life. They help ensure the bridge does not buckle due to changes in weather or temperature.
Nameplates. Those official-looking brass plaques used on and inside buildings to state the company or individual with offices inside are often fastened to the walls using stud welds. They are used because the weld and fasteners are not visible from the front (single-side fasteners), resulting in a clean and professional appearance.
Catering. Stud welding is commonly used in catering and food-preparation settings because it does not require holes be made in the parent material, so leaks are virtually eliminated. It also makes for a clean weld and easily cleaned surfaces.
Vehicles. Stud welds are used to assemble many vehicles—everything from planes to trains to automobiles. Again, it is a single-side fastener and strong, so the joint is extremely secure and practically invisible to the eye.
Stud welding clearly has a range of benefits and functions. However, it is important to use high-quality equipment from a reputable source to ensure stud welding is efficient and the results are reliable.
Andrew Gillings is director of Taylor Studwelding Systems Ltd. in the UK, a leading designer, manufacturer, and supplier of stud welding equipment. If you have questions regarding stud welding, contact the company at +44 (0) 1924 452 123 or via its website.

