Comparing Electric Rod Actuators and Hydraulic Cylinders
Hydraulic cylinders, known for their high force at an affordable cost, have been widely used in factory automation equipment and other special automation equipment for decades. Hydraulics are rugged, relatively simple to deploy, and provide a low cost per unit of force. In recent years, electric rod actuators (cylinders) have become more flexible, precise, and reliable with increasingly larger force capacities. These advancements have created an ongoing debate over hydraulic cylinders and electric actuators—specifically, which offers the best overall approach for an assortment of motion-control applications.
To resolve that debate, we must consider a wide variety of factors that affect performance and cost, including motion control capabilities; system components and footprint; force and speed capabilities; temperature resistance; life and maintenance of devices; data collection; efficiency and utility costs; leaks and environmental concerns; and a few additional factors.
Motion Control Capabilities
The main reason why engineers select electric actuators over hydraulic cylinders is the flexibility of their motion-control capabilities with regard to position (multiple positions, accuracy), velocity, acceleration, output force, and complex control of all these motion variables on the fly. Electric actuators, coupled with a servo drive and motor, give engineers infinite control over position, accuracy, and repeatability levels that is far beyond the capabilities of hydraulics.
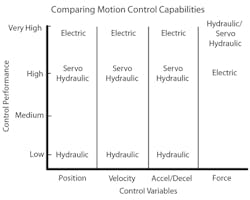
Standard hydraulics are great for end-to-end position applications, but mid-stroke positioning is more complicated, requiring a control valve and operator assistance. Mid-stroke positioning for hydraulics is an open-loop operation which requires an operator to decide which position is acceptable. Additionally, a control valve monitors speed control—another task which requires an operator to dial in the application’s acceptable speed—but reaching that exact speed is often difficult. Once the speed setting is adjusted, the output pressure and force required from a hydraulic cylinder is regulated through the pressure valve. Again, this typically requires an operator to dial in the desired force.
Finally, the repeatability of position, speed, and force of a hydraulic cylinder are subject to worn seals, leaks, pressure drops and spikes from the pump, and other maintenance factors. It is difficult to get repeatable performance from day-to-day, month-to-month, or year-to-year in a production environment when oil quality and viscosity change due to temperature variations. Obtaining the desired performance level requires constant operator intervention.
More advanced hydraulic systems, called “servo-hydraulics,” can precisely control position, velocity, and force, but they require additional components—a servo controller, an electrohydraulic servo valve, and a position feedback device such as a linear transducer. These components control the pressure and flow into the hydraulic cylinder, similar to how servo drive controls current to servo motors. They also add significant complexity, space, and cost to hydraulic systems.
Hydraulics can also have even more advanced controllers, which let them coordinate multiple axes. However, this is rare in hydraulics systems, and these controllers add extreme complexity and cost to the overall system. In addition, they can be quite sensitive and need stringent maintenance to ensure desired performance.
Electric actuators combined with servo controls offer infinite control and superior accuracy and repeatability. Multiple-axis servo controllers are readily available off-the-shelf on most modern control systems. Controllers and electric actuators can be easily and cost-effectively coordinated together in complex configurations. The velocity of one or several electric actuators is precisely and accurately controlled at all times, and can easily blend from one speed to another without stopping or overrunning position.
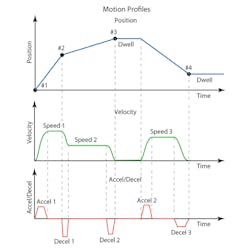
Acceleration and deceleration control means electric actuators will not “bang” into hard-stops or jolt into action. This eliminates stress on frame elements and the need to over-engineer structures to withstand shock loads. All movements are smooth, letting the electric actuators be used in mission-critical processes where machine vibrations are not acceptable or process speed is affected. Force is controlled through current to the servo motor. Because servo controllers precisely control current, almost all electric actuators provide accurate and repeatable control of force output at the work point.
Another important feature of electric actuators is their ability to provide programmable control of all the motion-profile variables. This means the only operator interaction required is the up-front design time to program the desired performance variables into a PLC or some other controller. Once set, the operation repeats from day-to-day, month-to-month, and year-to-year. Furthermore, with the use of human machine interface (HMI) screens, the variables—position, velocity, acceleration/deceleration and force—can be easily changed at any time, providing maximum flexibility. And in OEM environments, performance is easier to control due to the increased consistency of electric actuators over hydraulics.
System Components and Footprint
The number of components and overall space required for hydraulic systems is much greater than that needed for electric systems. Hydraulic systems require a cylinder; a power unit to provide oil pressure; control and accessory valves; filters; hoses; fittings; and additional components. Hydraulic cylinders offer a compact footprint at the work point (where the power density is required), but the hydraulic power unit (HPU) which regulates flow and pressure to these actuators and other components can take up a lot of floor space. HPUs are not small and are typically placed near the actual cylinder itself, further increasing the system footprint. In large systems with remotely mounted HPUs, long lengths of hose can decrease the overall rigidity and efficiency of the hydraulic system.
Electric rod actuators have a smaller overall footprint than hydraulic cylinders. They use a mechanical actuator; motor (servo or other) and possibly a gearbox; cables; and a drive/amplifier usually mounted in a control cabinet screw. The electric actuator combines a power screw and bearings. It is longer than a comparable hydraulic cylinder, but the additional length is more than compensated for by a servo drive much smaller than the HPU. Automation equipment typically gets housed in a control cabinet that can be designed to hold an additional drive. Size requirements for a servo drive are normally a fraction of those for an HPU. In new systems, if the additional space at the work point can accommodate the electric actuator’s working stroke and overall length, the overall footprint of the machine can be greatly decreased by eliminating the need for large power units.
Force Capabilities
Due to their high operating pressures, hydraulic cylinder systems can generate extremely high forces. Typical pressures range from 1,800 to 3,000 psi (124.1 to 206.8 bar). In some high-pressure hydraulic systems, pressures are as high as 5,000 psi (344.7 bar), which underscores their power density. Hydraulic cylinders operate on the Force = Pressure Area principle, so high pressures let smaller cylinders create large forces. For example, 3-inch and 5-inch bore cylinders at 2,200 psi can exert approximately 15,000 lbf (66,723.3 kN) and 43,000 lbf (191,273.5 kN), respectively. However, hydraulic cylinders do not usually use their full output capability; they are typically oversized to improve control.
When considering electric actuators, it is important to determine how much working force is needed. To estimate the force required of an electric actuator, the typical approach is to dial down the hydraulic work port or system pressure until the operation can no longer be performed.
Electric actuators rely on current through the servo motor to create torque in the mechanical system, and this drives the power screw to turn and generate force. Force is instantaneous, which is a huge advantage. With hydraulics in which system rigidity is not optimized, the hydraulic actuator must wait until pressure builds to exert full force. Another major advantage with electric systems is that the servo controller automatically regulates the current.
The electric actuator system essentially uses current “on demand.” Any adjustments happen automatically. A hydraulic power unit must always keep pressure in the system for the hydraulic cylinder to actuate, which can be difficult.
When selecting electric actuators, it is important to consider the motor’s rpm and torque capabilities, along with the screw lead in the electric actuator. Matching speed and torque from the servo motor with the lead screw’s mechanical output can be complex. Achieving the extreme forces hydraulics produce is possible with electric technology, but the electric actuator deployed will typically have a larger body diameter, and the electric actuator will have a limiting maximum velocity that can’t be exceeded.
The complexity in sizing electric systems is easily be overcome as actuator and servo component manufacturers provide easy-to-use motion control sizing software packages that factor in all of these variables.
Velocity Capabilities
Producing high velocities at high forces is a challenge for hydraulic and electric actuators. Hydraulics require pressure to create the force and flow for speed. For higher speeds at higher forces, there must be enough pressurized oil in the system to push the required volume of oil into a cylinder in the required amount of time (defined as flow). This typically requires an accumulator to hold the pressurized volume. The problem gets more difficult with long stroke cylinders in which uncharged accumulators can starve the system of oil. In the end, deploying additional capacity in hydraulic accumulator systems lets them achieve high speeds at high forces. The downside of this practice is that without servo-hydraulic control on the hydraulics, too much energy (force x velocity) is used in an open-loop control scheme.
As stated earlier, the force capabilities of electric actuators depend on the right combination of servo motor rpm and torque, and the mechanical advantage from screw lead and (possibly) a gearbox. As servo motors get larger, torque typically increases significantly, but rpms go down. In extreme applications of force and speed, the only way electric actuators can hit the desired performance is if the designer grossly oversizes the system, which can be cost-prohibitive. Alternately, electric actuators have complete control over their motion profiles. They don’t have to stroke their entire length of each cycle. Plus, with control of acceleration and deceleration, electric systems can settle more quickly, which reduces cycle times and increases efficiency. Finally, electric actuators may eliminate some of the peak velocities required, as they can execute more intelligent, shorter moves.
Temperature (Hot and Cold)
Heat Management is a major problem for hydraulic systems due to their inefficiencies. Hydraulic fluid temperatures above 180°F (82°C) damage most seal compounds and accelerate oil degradation. Circuit design can play a big part in generating heat. Hoses, fittings, and other components can also be factors if they are inaccurately sized for flow requirements. Sophisticated load-sensing systems mitigate most heat issues, but they can be costly. Heat exchangers are an economical way to manage this without significantly oversizing reservoirs and ultimately the HPU footprint.
There are two ways to solve overheating problems in hydraulic systems: decreasing the heat load or increasing heat dissipation. Hydraulic systems dissipate heat through the reservoir and by having the correct level of oil or use of a heat exchanger. Keeping hydraulics in proper form to manage heat requires constant attention and maintenance.
Electric actuators overheat at times, but the cause is usually extreme changes in the duty cycle or running the actuator harder than it was designed or sized for. Extreme changes in ambient temperature that are not accounted for in the design also lead to overheating, but these conditions are exceptions and typically do not occur in most factory automation environments. Due to their higher efficiency and sizing accuracy, engineers can select electric actuators that run at a desired temperature for the given amount of work required. Accurately predicting temperature lets electric actuators perform consistently without affecting their operational life.
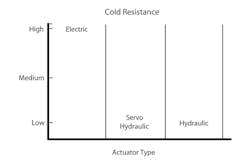
Cold temperatures present other problems for hydraulic systems. They causes sluggish and inconsistent operation until the oil is warm which, in turn, creates large swings in force and speed. Hot-to-cold temperature swings can affect the rod seal’s integrity and lead to leaks and contamination. Oil tank heaters can handle start-up temperatures, but they are an extra component and expense.
Electric actuators, on the other hand, can have extreme temperature grease applied, which will allow for quick, effective starts in cold temperatures. There is usually a small performance difference in force repeatability in cold and warm temperatures, but this difference is usually acceptable.
Resisting the Cold
Hydraulics are rugged and usually retain their performance characteristics over long service lives, but this is only if they receive regular maintenance. For example, ensuring the rod and piston seals are kept in shape is critical for repeatability because they are the components that maintain the pressure required for motion and force. If these components wear or are damaged, they must be replaced. Otherwise, force will be reduced at initial pressure, or “blow-by” will affect speed. Changing oil filters and oil on a periodic basis are additional maintenance tasks critical to system performance because contaminated or degraded oil can severely affect the system operation. Neglecting maintenance items leads to leaks or contamination and premature component failures.
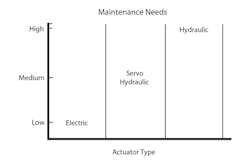
On the other hand, electric actuators sized for the life of an application require no maintenance. The main power elements of an electric actuator are the power screw and other thrust-bearing elements. These elements have a dynamic load ratings (DLR) that can be used to estimate the amount of work (force over distance) electric actuators can exert. Using an industry standard L10 life estimation, the operational life of electric actuators can be estimated with 90% reliability to last. These power elements are typically greased for life, but easy, in-field greasing can be applied if necessary. The other wear element in electric rod-style actuators is the rod seal. It keeps water, dust, and other environmental contaminants from getting to the actuator’s internal components. Unlike hydraulics, electric actuators do not need hold internal pressure for proper operation. Even if the seal fails, the actuator continues to operate. It is easy and inexpensive to replace damaged rod seals on most electric actuators. Misuse—including exceeding the actuator’s performance specifications for extended periods of time or gross neglect—is the primary reason why electric actuators fail.
Data Collection
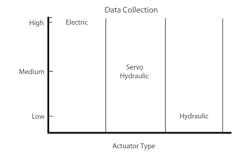
Data collection in critical areas is becoming more and more prevalent in today’s manufacturing environment as engineers and managers strive to improve manufacturing and get ready for the Internet of Things (IoT). Again, hydraulic cylinders require expensive, complex servo-hydraulic systems with additional sensors to track and monitor position, velocity, force, and other factors at the work point. These capabilities are built into the electric actuator’s servo systems. Monitoring the motor current makes it easy to track force and repeatability, and feedback devices on motors register accurate position and velocity.
Efficiency and Electric Utility Costs
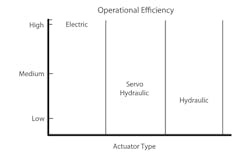
Electric actuators typically operate in the 75 to 80% efficiency range for the work they complete; hydraulic actuators, on the other hand, operate in the 40 to 55% efficiency range. An additional factor in the cost of electricity is that electric actuators only demand current when it is required. When electric actuators are at rest, they require no current or only small amounts of current to hold position. Hydraulics need the power unit to keep the hydraulics pressurized whenever the system is turned on—an inefficient use of power.
Below are three applications that show how much power electric and hydraulic actuators use. By dividing the efficiencies of the two technologies into one another, an approximate factor can be calculated for electric utility costs based on when the actuators/cylinders are actually moving.
For example: 80% efficiency (electric) / 40% efficiency (hydraulic) = 2. This means electric actuators are twice as efficient, or hydraulics take twice as much power to do the same work. This is an approximation, but it is not far from reality. In fact, unless a hydraulic system is properly maintained, its overall efficiency can go up to 20%, making electric technology up to four times as efficient (or hydraulic utility costs up to four times higher).
Although electric actuators are twice as efficient as hydraulic versions, electric servos can be more expensive to implement initially. But the cost over the life of the system can be substantially less when considering the increased performance, system flexibility, and decrease in utility costs.
Leaks and Environmental Concerns
Many hydraulic industry professionals say, “It is not a matter of if hydraulics will leak but a matter of when and by how much.” Leaks create messes in the factories and present safety hazards (someone could slip on the spill). Leaks can also cause serious contamination to key processes and products, such as such as food processing, pharmaceuticals, and medical device. Contamination can be costly both in terms of clean-up and scrapped products, and even more costly if contaminated products reach consumers and are then recalled. Additionally, many hydraulic systems are deployed outdoors near living spaces or water. Oil leaking into the surrounding environment can be a major community concern.
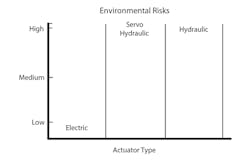
Electric actuator technology is one of the cleanest linear motion technologies that can be easily deployed. Grease on the lead screw is the only potential contaminant; special greases (food-grade, clean room, etc.) can be applied if required. The high-quality seals used on the electric actuators’ rods keep grease inside the actuator, virtually eliminating contamination.
Other Factors
Noise: Power units running hydraulic cylinders can be noise polluters for operators and technicians near the machines.
Shock loads: Hydraulics are adept at handling shock loads. Hose compliance (unless hard plumbed) and oil bypassing along the main or work-port relief valve absorb shock loads. In addition, leaks within the cylinder and valves can supply compliance for shock loads. A large shock load in-line with the rod is usually absorbed by the piston acting on the compressed oil in the hydraulic actuator’s housing. On the other hand, shock loads on electric actuators’ lead screws or bearings may affect performance. Electric actuators may have to be oversized to handle shock loads or use external shock-absorbing mechanisms to prevent damage.
Side loads: Side loading due to misalignments or pressure from a moment arm places stress on the rod and piston seals of hydraulic cylinders. The seals may wear prematurely or fail completely, resulting in poor performance and eventually premature failure of the cylinder.
Electric actuators don’t like side loading either, but for different reasons. Side loading puts stress on the actuator’s front rod seal and on the nut of the lead screw. The rod seal may fail, letting contaminants into the actuator and causing it to fail prematurely. Side loading the lead screw nut can diminish the estimated life of the ball or roller screw. However, unlike hydraulic actuators, electric actuators are typically equipped with an anti-rotate mechanism on the lead screw nut of the actuator. It absorbs some of the side loading due to mounting misalignment. Finally, both hydraulic and electric cylinders require care and consideration when mounting to make sure the cylinder is aligned with the load it is intended to move.
Hydraulic actuators have an industry reputation for delivering high forces. They are usually less expensive to implement than electric servo systems. Their drawbacks include a larger footprint, a need for regular maintenance, and the requirement for manual adjustments to optimize performance. Hydraulic systems are susceptible to fluctuations in temperature, prone to leaks, and operate in an open-loop environment, posing challenges for data collection. Although servohydraulics alleviate some of these issues, they need an even larger footprint and are costly to employ. Hydraulics do offer a long service life, but they are not as efficient as electric actuators.
Electric actuators take up less space than hydraulics and provide precise position, velocity, and speed control with more efficient operation. They operate in closed-loop environments for easy data collection, and they are virtually maintenance-free. Electric servo systems are highly accurate, but they cost more than hydraulics to purchase and install. However, electric actuators are more efficient with little or no maintenance over the life of the system. These make their total cost of ownership lower over the life of the equipment and an attractive alternative to hydraulics.
As electric rod-style actuators become capable of high-end hydraulic forces, they will continue to be viable candidates for replacing hydraulic systems in many applications. Evaluating the capabilities and limitations discussed in this article, and aligning them with application goals and objectives, will help determine the best choice for the application.
Aaron Dietrich is director of marketing, Tolomatic, Inc.

About the Author
Aaron Dietrich
Tolomatic
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: