Lubrication media have for some time been seen as a necessary evil. At the very least, the need to re-lube has added a level of complexity to system design. Allowances must be made for lubricant transport; plus, improper maintenance of lubricated joints often leads to warranty claims.
The potential to completely eliminate all need for secondary lubrication through true self-lubricating bearing materials is indeed intriguing. It’s also now possible.
Incorporating PTFE super-filaments into composite journal bearing materials is the key, eliminating the need for secondary lubrication without compromising other performance issues, such as innate strength, resilience, and self-lubrication properties, that typically plague bearing designers.
Self-sufficient bearings
Most journal bearing materials offer some level of self-lubrication. Lubrication types can typically be characterized into three general transport phenomena: migration of semi-liquid lubricants from within their sintered structure to the pin/bearing interface; a “scrubbing” mechanism using a graphite or MoS2 dispersion, and third, an actual film transfer of the PTFE from the bearing ID to the OD of the mating surface.
The migration of semiliquid lubricants, that is, traditional oil or grease as well as silicone fluids trapped in a sintered metal or thermoplastic resin structure, has limitations. Primarily, this lubrication method has a finite life span. These types of journal bearings, especially sintered metal systems, are almost always externally lubricated. As the assemblies are purged and re-lubricated, the transfer of lubricant media from the sintered structure must start completely over. This cycle repeats itself and limits the total life possible with a sintered structure bearing. Also, as these bearings release lubricant they can undergo a fairly typical stress relief resulting in diminished crush strength and depleted fatigue resistance.
Scrubbing mechanisms, typically molly or graphite based, also rely on a sintered resin structure with the material embedded in the reinforcing matrix. As opposed to the generation of a hydrodynamic film with semiliquid lubricants, these bearings rely on a scrubbing phenomenon that removes the peaks of the mating surface (pin material) and smoothes the shaft during cycling. Bearings with this type of lubrication system typically have limited life cycles and are configured for wear all the way through the wall.
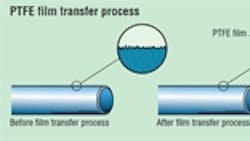
The most efficient self-lubrication mode is film transfer. This process typically has a bearing ID composed of high tenacity PTFE filaments. As the pin is subjected to rotational movement, the mating components between the bearing ID and pin OD begin to rub creating frictional heat. This heat triggers an oxide-build reaction that results in the PTFE filaments undergoing a macroscopic phase change. This phase change allows the PTFE to actually smear from the bearing ID to the mating surface of the pin. As the bearing continues to dissipate friction, this ongoing film transfer reaches an equilibrium point where sufficient PTFE has been transferred to the shaft and all valleys are filled with the PTFE film. Once this break-in period is over, the coefficient of friction stabilizes and wear practically flat-lines.
Performance drivers
True self-lubrication presents an enormous design opportunity when properly understood and applied. However, ultimate design freedom comes with an understanding of how other primary design drivers can be fully optimized with the appropriate composite bearing material. The first such property is impact fatigue.
With any sintered structure material, impact fatigue presents a very real and defined performance limitation. For a metallic sintered structure bearing, repeated impact quickly results in crack propagation and structural failure.
With sintered thermoplastic bearing materials, impact fatigue, especially when taking place in very cold environments, can cause the bearing to shatter. This condition becomes aggravated as the bearing is cycled and stress release occurs. Because many metalbacked bearings also use a sintered PTFE resin structure at the bearing ID, which means they are also subject to cold flow.
In contrast to thermoplastic and metal bearings, a composite bearing is composed of a continuous fiberglass/epoxy backing which is extremely resistant to impact fatigue and will simply not relieve or cold flow during repeated stress or strain.
Continue on page 2
The second performance driver for journal bearing materials is corrosion resistance. Obviously, all metallic and metal-backed bearings are subject to significant corrosion problems, especially in those bearing assemblies where it may not be possible for the bearing joint to be properly sealed. Without sufficient sealing, water may break down the flash coating on a metal-backed bearing’s OD. Once that flashing has corroded away, the metal structural portion is the next to go. For a composite bearing, the combination of a highly corrosion-resistant fiberglass/ epoxy backing results in a bearing that has very good resistance to both acidic and caustic environments.
The third performance driver for journal bearings is embeddability, or the bearing material’s capacity to continue performing adequately while ingesting contamination. This particular performance driver can be aggravated with any bearing material that requires external or secondary lubrication. While external lubrication can purge the bearing of contaminants, traditional greases and oils also retain and trap contaminants during cycling. Combining a lubrication media that traps contaminants with a bearing ID that has a low degree of embeddability results in a bearing that will easily gall and score the shaft. This stands in contrast to a composite journal bearing, which requires no external lubrication, so retention of contaminants due to grease or oils is not a problem. Because of the proprietary fiber architecture of the woven PTFE filaments, small pockets in the liner itself are able to retain and embed particulate contamination.
The final performance driver with journal bearing materials is load capacity in both static and dynamic mode. Next to the ability of the bearing to function in a true native self-lubricating mode, load capacity is the most important bearing design factor. Designers are increasingly driven to reduce weight, as so, the dynamic stresses being placed on bearing assemblies are increasing. This direction in assembly design requires journal bearing materials with improved load capacities. Only with an optimized continuous fiberglass backing can a composite bearing provide static load capacities over 60,000 psi along with dynamic loads of 30,000 psi.
Why ditch the grease gun?
The concept of “lube-for-life” can be difficult to relate to actual product cost savings. There are four primary issues that help illustrate the value of a lube-for-life bearing assembly:
• Basic limitations of hydrodynamic lubrication
• Grease and oils retaining, rather than purging contaminants
• Environmental limitations of greased systems
• A higher total-cost-of-ownership for greased bearing assemblies
Any bearing system that relies on hydrodynamic lubrication carries with it basic limitations. These limitations can evidence themselves in ways that may be typically related to other design factors. In particular, it is important to note that any lubricated bearing material is rated assuming lubrication functions perfectly. As contaminants rob the bearing of its pure hydrodynamic film, two things occur. First, the bearing begins to gall and score the shaft. Second, the actual load capacity of the bearing is reduced, as is the PV rating of the bearing assembly. Any system that relies on external lubrication assumes performance degradation in direct parallel to the hydrodynamic film being broken down.
Another limitation of external lubrication is that greases and oils do not act purely as purging mechanisms. The expectation when using a secondary lubricant is that the grease or oil will purge contaminants from the contact surface area between bearing and pin into free space outside of this contact area. But, in many applications, especially those where grease has not been properly maintained, the grease will hold in the contaminants. This can result in severe pin damage and, if continued, actually causes the bearing joint to seize and the pin to shear.
A third limitation with any form of grease or oil is the increasing environmental restrictions on use of such materials. These regulations relate to not only the removal of waste grease and oil, but also potential problems with these materials leaching into the field.
The final notable limitation of secondary lubrication relates to the total cost of ownership. Many engineers assume that a higher purchase price for a self-lubricating bearing offsets the performance opportunities. This cost perception is many times incorrect. In situations where cost can be more of an issue, it is helpful to illustrate the total cost of owning a non-self-lubricating bearing. This cost includes purchase price, but also manufacturing, assembly, warranty, and maintenance costs.
Benjamin Shobert is vice president of Polygon Co., Walkerton, Ind.
Related article
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: