Roller-pinion linear drives
Roller-pinion drives use a motor-actuated pinion and linear rack to convert rotary motion into linear advancement. Sometimes the rack is fixed; in other applications, the pinion spins about a stationary point. The cage-shaped pinion is different than other pinions in that it consists of several bearing-supported rollers. As it turns, its rollers both spin and engage the toothed rack, first approaching at a tangent and then smoothly rolling down each tooth face — preventing sliding friction, fatigue, noise, and tooth slap. Two or more rollers are constantly engaging the rack teeth in opposition, so no matter the direction of travel, there's less than 3.2 µm of backlash and positional accuracy to ±30 µm, even at speeds to 11 m/sec.
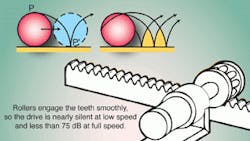
Basic operation
The roller-pinion tooth differs from those on traditional racks, behaving like a cam and follower instead of a spur gear. A cycloidal curve is created when a point drawn on a circle at point P rolls on a flat plane to point P' without slipping. When multiple points are placed on the circle at regular intervals, the cycloidal curves repeat on the flat plane, and develop into a tooth-like profile.
Q&A
What are other linear technologies?
Ballscrews are one option, though speeds are limited by the screw length, and particle emissions and noise are potential problems. Traditional rack and pinions are limited in accuracy and by backlash. Here, dual or split pinion systems can prevent backlash, but are costly and effectively double pinion and rack width, while accelerating wear.Belt drives are quiet but have limited life; stretch, particle emissions, and chemical attack are other problems. Higher cost, magnetic fields, and cooling requirements can limit linear motors.
How are roller-pinion drives installed?
Some roller pinions have shaft mounts; others have ISO 9409 flange mounts for gearhead mounting. Pinion preloaders improve meshing geometry. A stainless adjuster-plate pilot often accommodates common servo reducer sizes. Precision surfaces and an adjuster allow the pinion to be moved up or down into the rack while keeping the pinion properly oriented — reducing the tendency of the servodrive to tip when moving the pinion into the rack. Without this adjuster, tipping can change the preload when slider lockdown bolts are torqued to specification — which shifts rack and pinion meshing geometry.
Unlimited run lengths are possible: The roller-pinion system is modular in design with ½ or 1-m segments that can be combined. Segments can also be cut shorter as needed. They are joined with a tool that uses the rack teeth to transfer positional accuracy of one rack to the next.
What kind of lubrication do roller pinions require?
Typically, a light lubrication is required every two million pinion revolutions or six months. Some models can run without lubrication if speed is under 30 m/min. Life is reduced in applications with particle emissions or wearing contaminants that mix with the lubrication.This month's handy tips provided by Nexen Group Inc., Vadnais Heights, Minn. For more information, call (800) 843-7445 or visit www.nexengroup.com.
