Gearheads are usually selected according to manufacturers’ performance ratings, but there are differences in the way some parameters are defined and measured. Many key factors lack standardization, and a gearhead might fall short of the buyer’s expectations although it meets the manufacturer’s criteria. Also, equipment can be overbought, where a grade that seems insufficient can actually fill the requirements.
Since there are various philosophies in industry, it’s worth looking past the numbers and delving into how published ratings and guidelines are derived.
Backlash
The concept of backlash is open to different interpretations. With gearing, a traditional opinion defines backlash as the amount of free play between opposing teeth. This is the angular distance traveled, when switching rotational direction, between the last contact of the teeth until the next contact. It is measured under zero loading.
Another definition of backlash also includes the settling of the bearings and other components in the system.
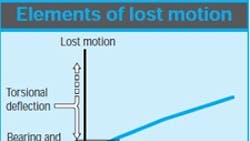
Finally, “backlash” can mean the entire range of lost motion: the free play between teeth on opposing gears, settling of all components, and torsional deflection around the centers of the shafting – along with distortion of the gearhead housing – under a uniform torque load.
Tolerances and variations in manufacturing can lead to issues such as imperfect concentricity of the gears and associated components. Backlash can therefore occur to varying degrees throughout the rotation. And, as different combinations of gear teeth mesh, the backlash at each point in the rotation can change from cycle to cycle.
Some backlash ratings nevertheless refer to only a single-point measurement, while others average the measurements taken at several positions of rotation. Furthermore, backlash can vary depending on whether rotation is clockwise or counterclockwise; measurements aren’t always taken in both directions. Besides all this, there is often no telling how published numbers were statistically obtained, or whether they’re the most or the least favorable from a sample of physical measurements.
Noise
Noise is a byproduct of operation where equal comparison is difficult. Measuring gearhead noise involves numerous variables that may be handled differently, including load, speed, “newness” of the gearing, the presence of sound-reflective or sound-damping devices in the test chamber, and distance from the gearhead to the sensing instrument.
Furthermore, other sound-emitting devices in the proximity may constructively or destructively interfere with gearhead noise, depending on pitch variations that come with different speeds.
An all-inclusive noise rating method is therefore unlikely, as many applications contain noise-interacting elements. Where noise is a critical factor, it’s sometimes advisable to test several gearheads under your specific operating conditions. A gearhead with a better noise rating may emit sound in a way that reacts adversely to the system and surroundings, while a gearhead that’s louder “on paper” may provide quieter operation in a particular application.
Temperature
Even some of the most straightforward ratings can be misinterpreted. The temperature rating needs to be clearly noted in order to be effective. For instance, it might mean maximum allowable ambient air temperature, or else the upper limit of gearhead surface temperature. (Obviously they’re quite different concepts.) If a 100°C rating is taken as the max surface temperature, when it actually refers to the surrounding air, the gearhead is perceived as having a lower permissible operating temperature than it actually does. Often in such cases, a quick comparison between catalogs doesn’t tell the story.
Torque
Torque ratings are commonly provided across a range of operating speeds. Designating a gearhead often means taking the root mean torque to determine the requirement for a system. Root mean torque is a mathematical method that reduces the torque profile to a single value.
When calculating root mean torque, discrete output torques (at certain points in the cycle) are raised to a power that varies depending on the manufacturer’s preference; the root of that same power is applied to the overall formula. The higher the power, the more the nominal torque is adjusted. Differences in the exponent from one manufacturer to the next are not due to poor specification techniques, nor are they a marketing attempt to skew the numbers. Rather, their unique selection processes usually carry legitimate reasons for picking the value. The following formula shows how root mean torque is basically calculated, with the exponent x variable among manufacturers.
Continue on page 2
Where Sa, Sc, and Sd are (respectively) the average acceleration speed, continuous- operation speed, and average deceleration speed; ta, tc, and td are the acceleration time, continuous-operation time, and deceleration time; Ta, Tc, and Td are the peak acceleration torque, continuous- operation torque, and peak deceleration torque; and subscript n denotes constituents of additional sub-cycles.
Since manufacturers provide speed vs. torque ratings for their gearheads, a mean output speed must also be defined.
Where th is the hold (pause) time in the sub-cycle.
For a quick explanation of how required output torque is calculated, and to demonstrate possible inconsistencies, consider the sample motion profile curve and table characterizing gearhead output. This relatively basic cycle is broken into sub-cycles that incorporate easily into the root mean torque and mean output speed equations. Mean output speed turns out to be 2,200 rpm. Root mean torque, however, depends on which exponent you are led to use.
To show how the results can vary, let’s use three exponents corresponding to the selection processes governing three separately manufactured but identical gearheads – call them A, B, and C. They use x values of 2 (A), 3 (B), and 8 (C). We obtain root mean torque values of 23.7 (x = 2), 25.2 (x = 3), and 34.0 (x = 8) Nm at 2,200 rpm. Remember that all three results represent the same motion profile.
Published speed-torque ratings for identical gearheads will also vary accordingly. Let’s say that gearhead B, which “answers” to x = 3, happens to have a torque rating of 25.2 Nm at 2,200 rpm (exactly the same as the required value using this exponent). If you calculate the drive requirement using x = 3, and apply the resulting figure to the three (identical) gearheads, it will appear that gearhead B is right on the line, gearhead A (x = 2, rated for 23.7 Nm at 2,200 rpm) isn’t strong enough, and gearhead C (x = 8, rated for 34.0 Nm at 2,200 rpm) is very safe for this application. In reality, all three gearheads are on the edge, but you must calculate the torque requirement using each manufacturer’s process to reveal this.
Jon Mailey is an Application Engineer with Parker Hannifin’s Zenith Division, Precision Drives Business Unit, Sanford, N.C. Jon can be reached at (877) 959-4327 or [email protected].
Related Article
About the Author
Jon Mailey
Parker Hannifin
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: