Driving out gearbox noise
Think of the racket a lawn mower under your control creates. You can experience the same noise level by standing 10 feet from a standard double-reduction speed reducer. The sound measures about 90 dBA. This is on the verge of being quite loud, but combined with equipment like pumps, fans, motors, and conveyors, noise in occupied sectors of industrial plants can easily reach 140 dBA – a dangerous level equivalent to a jet taking off. Noise abatement is therefore an essential practice nowadays, to promote worker productivity and to stem the very real danger of psychological and physiological strain, including, of course, permanent hearing damage.
OSHA guidelines stipulate that employees are spared noise levels above 90 dBA over the course of an eight-hour day (1910.95 occupational noise exposure). At levels above 85 dBA, therefore, employees are required to have hearing protection such as earplugs and are given regular hearing tests.
But it’s best if the noise itself can be toned down.
Go to the source
As a gear drive does its work, all the components – gears, bearings, shafts, cooling devices, lubrication, and housing – vibrate. The vibrating structure causes pressure pulsations (otherwise known as sound) in the surrounding air. If any one or, more likely, a combination of these components get out of sync, the noise can get excessive.
The machine’s quality may be high; most gearbox manufacturers put significant effort into designing for noise reduction in concurrence with specific applications. But there are numerous factors that can add to a gear unit’s noise level, ranging from gear mesh friction to improper lubrication.
Most speed reducers in satisfactory running condition will generate 85 to 95 dBA, while there are some low-noise applications with gears that emit between 80 and 85 dBA. But the acoustics of the plant itself can also affect the loudness.
To diminish vibration, engineers can change the type of gear teeth, refine the geometry of a particular type of gear tooth (the profile as well as the surface finish), and improve lubrication.
Gear tooth selection is a critical factor in the design of a geared transmission. The point and length of contact between meshing teeth is key; the more constant and uniform the contact, the lower the friction that helps create noise. This is true for all gears – spur, helical, bevel, and so on.
Helical gearing is popular for high speeds because it has the best maximumto- minimum contact-length ratio, and noise problems are often solved simply by switching to this type of gear, as long as it’s appropriate for the design and application.
While the geometry of the tooth profile can be revised to perform more quietly, concerns of compromised strength can complicate designation of the optimum tooth geometry. For example, increasing the tooth height to achieve greater overlap or mesh can actually reduce the gear’s load capacity, because the teeth act as beams when transmitting shaft torque.
If the gear is weakened because of an altered tooth design, it might seem logical to use a bigger gear to make up for lost strength. However, larger gears operate at higher pitch line velocities (the point of contact between gear teeth, measured in feet per minute) and actually produce higher noise levels. Thus, the situation would only be worsened.
Not to worry. Modification of existing teeth is still a viable option for manufacturers and in-house maintenance specialists.
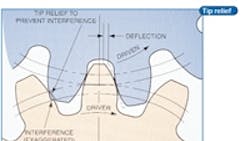
Tip relief, or the removal of a small amount of material near the tip of the gear tooth, mitigates interference to help ease an incoming tooth into contact with other teeth.
In addition, crowning (sometimes called barreling) can be done across the width of the gear face. This involves reducing the material on either end of a gear tooth to produce a more oval tooth profile.
Both methods decrease friction and, therefore, noise. But be aware, such tooth modifications may end up reducing the gear’s durability and capacity. Furthermore, excessive profile modifications can actually increase the sound levels.
Better gear manufacturing and finishing techniques also help decrease loudness in the gearbox. Find out whether gears are hardened before cutting and finished after heat treatment. This process reduces errors and inconsistencies that can cause noise. As for cutting and surface-finishing techniques such as hobbing, shaving, grinding, and lapping, each lends to an individual noise characteristic. Generally, as would be expected, the finer the finish, the quieter the gearing.
Continue on page 2
Noise developed by friction forces varies not only with gear surface roughness, but also with lubricant film thickness. Higher viscosity oils and greases can cut noise, but they may not be well suited for a conventional gear drive. Check with the gear manufacturer regarding proper gearbox lubrication. Better to abate noise levels through other methods than tamper with thicker, less effective lubricants.
The housing of the reducer can also have an effect. It’s not the originator of the noise, but it can vibrate and reverberate when excited by the rolling components within. Using stiffened or ribbed housings is an economical way to discourage resonant frequencies that contribute to objectionable noise levels.
Outside the box
Controlling the source of gearbox noise is not always feasible, whether because of economic considerations or the unit’s performance requirements. In such a case, controlling the transmission of airborne or structure-borne noise from the unit will often fulfill noise abatement goals.
A facility may redirect the vibration and noise away from employees. Or, the energy may be totally absorbed and converted. Note that sound waves usually don’t travel from the noise source straight into the ear. Sound reflects off floors, walls and ceilings. Methods for capturing these scattered waves include vibration isolation, deploying soundabsorbing panels, complete enclosure, and damping.
An important distinction should be made between damping and isolation. While damping converts vibrational energy into thermal energy, isolators reduce the propagation of vibratory forces throughout adjoining structures.
Vibration isolation often involves placing a resilient material between a unit and its mounting structure. This diminishes structure-borne noise that normally transmits into the mounting and then radiates as airborne sound. Vibration isolation using soft mounts is only effective at low frequencies and may create shaft alignment problems.
Noise barriers with absorbing panels, on the other hand, interrupt the path of the sound as it travels through the air between the origin and the receiver. Under some conditions, one or two properly placed panels can solve noise problems. These panels prove most effective against high frequencies.
In extreme cases, total enclosure of the gear drive may be necessary. For this, an airtight structure is used, typically consisting of a rigid outer wall and, to prevent noise buildup within the enclosure, a sound-absorbing inner wall. Total enclosures, which are becoming widely accepted, can encase not just the gearing but the entire train, both driving and driven equipment.
Gear drive noise can also be treated with damping devices. These are made of a resilient material, usually “honeycomb” sheeting, perhaps with a metal outer layer (generally lead). Additional double housing walls with damping particles such as sand or metallic shot placed between them have also been used effectively.
However, total enclosures, damping sheets, and double walls restrict airflow and create a thermal problem. As a result, cooling schemes like water-cooled heat exchangers or soundproof ventilation must be arranged.
There are, of course, common-sense practices necessary in an industrial setting. Besides requiring employees to use earplugs or other protective devices, placing them as far as possible from excessively noisy equipment or areas is obviously well advised. In addition, if noise emission is sharply directional, attempt to change the gear drive’s angular position to radiate away from occupied areas.
Troubleshooting noisemakers
Nowadays, regularly monitoring mechanical drives is very practical. Standard analytical equipment measures noise and vibration and compares the readings with previously stored or baseline signatures. Here’s a list of potential causes of excessive vibration and noise that might turn up.
• Shaft misalignment at both the input and output can cause noise within a speed reducer. Misalignment can result from errors with the initial drive assembly as well as from long-term usage.
• Coupling wear can throw a system out of kilter or cause poor or uneven torque transmission, therefore leading to additional gearbox noise. Worn couplings may result from shaft misalignment as well as improper lubrication.
• Load variations in the application: If driven equipment operates at variable velocity, gear mesh oscillations can occur, resulting in an erratic noise. To investigate the cause, disconnect the output coupling from the gearbox and operate the drive. Listen if the noise goes away or changes its pattern. Typically, this problem occurs on new startups or with system upgrades.
Continue on page 3
• Bumps on the pinion or gear may occur at installation or after repair. Resulting noise will seem random. Tiny, shiny spots on gear teeth are a good indicator of this problem.
• Loose foundation bolts can allow the gearbox to noisily move or deflect about the foundation.
• Flexing of the foundation amounts to unstable support for the reducer, one more way slop can come into the equation. Inspect for flexing at startup or after a system upgrade.
• Excessive tooth wear may cause a rumbling noise. Compare both sides of the tooth profile. If there’s a significant difference in the shapes, contact the manufacturer.
• Failed bearings are probable noisemakers in themselves, and they support the accurate function of the rest of the unit. First, measure axial float. If it’s within specifications, visually inspect for surface distress. Catching roller bearing damage early can minimize related harm.
• Torsional excitation will produce erratic noise and may show up during a new startup or after an upgrade. Every system has a torsional critical speed either below or above the normal operating range. If torque resonance troubles are suspected, run a check or contact your manufacturer.
Richard Schunck is Senior Engineer and John Lisiecki is Manager of Product Development and Applied Technology with the Falk Corp., Milwaukee.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: