Powder metallurgy gears gain strength and viability
Gears made by the powder metallurgy process provide a cost effective alternative to conventional steel or cast iron gears that are machine finished. The powder metallurgy (P/M) process yields net-shape, or near-net-shape parts, so that little or no machining is required to obtain a finished part in many cases. Thus the process offers dimensional tolerances and mechanical properties compatible with many applications.
Why P/M for gears?
The P/M process is well-suited for manufacturing spur, helical, and bevel gears. Moreover, some gear racks and spiral face gears have also been produced. Applications include gearmotors for household appliances, plus tractor transmissions, crane drives, and various automotive components, such as oil pumps, balance shaft adjustors, motordriven window lift and seat adjustors, cranking motors, distributors, and headlight activators.
Users often choose P/M for manufacturing gears because it has several process advantages:
• Provides true involute tooth profile and full fillet radius.
• Readily incorporates lightening holes, thereby reducing weight of the part, Figure 1.
• Because the material is porous, it contributes to quiet running gears (porosity dampens sound) and allows them to be self-lubricated (by impregnating with oil).
• Can combine a gear with other mechanical elements, such as cams, ratchets, drive lugs, or other gears, into one piece. Examples are shown in Figures 2, 3, and 4.
• Can make a gear with a radius in a blind corner, eliminating the undercut relief needed with cut gears, and providing extra strength in the radius.
• Requires little or no machining, and material utilization is nearly 100%.
• Can produce a gear with integral mounting shafts, either as short trunnions or by bonding machined steel shafts to the gear during the sintering process.
Limitations
P/M gears have certain limitations regarding strength and size. One such limitation, compared to wrought steel gears, is that gear teeth have approximately 50% lower impact resistance and 33% lower contact fatigue strength due to porosity. Manufacturers can partially offset this limitation by increasing the density of the gear teeth through double pressing and double sintering. Alternatively, hightemperature sintering or case hardening may be used.
The compaction process, which occurs in a vertical direction, produces relatively dense teeth in spur gears because the teeth are parallel to the gear centerline. But other gear types, such as bevel and helical, have teeth oriented at an angle to the centerline. For this reason, the vertically oriented compacting process is less efficient and produces less tooth density in these gears than is possible with spur gears. In such cases, copper infiltration is often used to increase the density (and corresponding mechanical properties) of the gear teeth.
Another limitation of P/M gears is their face width. The amount of powder that can be used in most compaction presses limits the gear face width to well under 3 in. In addition, frictional losses between the powder and the die causes decreased density along the face width, with the lowest density at the mid-point. The larger the face width, the larger this density falloff becomes.
These density differences can cause dimensional variations during sintering and heat treatment. Large density variations lead to distortion, especially with larger gears.
Continue on page 2
Ongoing improvements
P/M gear manufacturers, with the aid of powder producers and process equipment suppliers, are developing ways to improve both the dimensional control and mechanical properties of P/M gears.
Dimensional control. One way to improve the dimensional consistency of P/M gears, both spur and helical, is to roll the surface of a sintered gear against a master gear. This roll forming operation can boost the AGMA quality rating of a Q6 gear to that of Q9. Surface rolling has produced AGMA Q9 gears within the range of 12 to 28 diametral pitch and 10 to 56 teeth. One P/M gear manufacturer has achieved increased gear life, lower noise levels, decreased wear, and enhanced durability through this process.
Another method gaining favor, sinterhardening reduces the distortion normally associated with conventional quench-and-temper heat treating of conventional steels. The sinter-hardening method eliminates the need to reheat the gear and subject it to rapid oil quenching. Instead, cooling in the sintering furnace achieves the desired mechanical properties, but without losing dimensional accuracy. Higher alloyed steels are required to achieve the desired results in sinter hardening. But the higher cost of these alloy steels is more than offset by eliminating the quench hardening process.
Increased tooth density. Because the durability of P/M gears is related to both the bending and contact fatigue strength of the gear teeth, much research has been directed at increasing tooth density. Here are some examples:
• Roll densification. The rolling process described previously for improving dimensional control also makes the gear tooth surface more dense. Researchers at Hitachi have reported a 32% increase in bending fatigue strength and a 3.5 times increase in contact fatigue strength for a rolled, case-hardened AISI 4600 P/M steel. The contact fatigue strength of the rolled P/M steel reached 96% of the strength of case-hardened wrought AISI 4118 steel.
• Warm compaction. An extension of the conventional room temperature compaction process, this method increases the compaction temperature to about 300 F. Warm compaction achieves part densities in the range of 7.3 to 7.5 g/cm3 (93 to 95% of the density of conventional machined steel), which were previously only accomplished by double pressing and double sintering. Warm compaction offers cost savings up to 25% over the double pressing and double sintering process. This new approach applies to both spur and helical gears. Preliminary results show a 30% increase in tooth strength as compared to conventional compaction and sintering; the improvement exceeds 50% when warm compaction is coupled with high-temperature sintering.
• Rotopressing. In the Rotopress process, a small press rapidly applies repeated loads on the sintered gear teeth, a few teeth at a time. This repeated loading causes intense, local plastic flow and densification in the teeth. The Rotopress Co. reports densities of more than 7.6 g/cm3 (97% dense) in gear teeth, leading to excellent fatigue and wear properties.
• Ausrolling. The ausrolling process consists of rolling a gear against a master gear during heat treatment. After heating, gears made of low-alloy steel are quenched to a point just above that of martensitic transformation, then deformed plastically by rolling before final quenching to room temperature. Ausrolling of a conventional P/M steel reduced the surface porosity from 14% to less than 2%, and increased the rolling contact fatigue strength more than 10 fold. Researchers at Penn State University also claim substantial improvements in gear accuracy and surface finish for this process.
ABCs of P/M
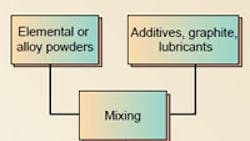
The basic powder metallurgy (P/M) manufacturing process consists of three steps: mixing the metal powders, compacting the powders to the desired shape, and sintering (heating) the compacted shape under controlled temperature and atmosphere conditions to metallurgically bond the powders.
Variations to these steps may be used to achieve higher density parts. Such variations include double pressing and double sintering, infiltration (using molten copper to fill pores in the material), and powder forging (forging of a preform or block of P/M material). These higher density processes increase mechanical properties such as tensile strength, fatigue strength, and impact resistance. An extra pressing operation may also be used to bring critical gear dimensions within tolerances.
For more details, see American Gear Manufacturers Association (AGMA) paper 95FTM13, “Powder Metallurgy Gears — Expanding Opportunities,” by Brian James and Howard Sanderow. The paper can be obtained from the AGMA in Alexandria, Va.
Howard Sanderow is president, Management & Engineering Technologies, Dayton, Ohio.
About the Author
Voice Your Opinion!
To join the conversation, and become an exclusive member of Machine Design, create an account today!

Leaders relevant to this article: